

High-speed steel cold-extrusion male die provided with micron-grade tungsten carbide reinforcing layers and preparation method thereof
A cold extrusion, high-speed steel technology, applied in the field of stamping dies, can solve the problems of easy breakage, easy permanent deformation of punches, easy fractures, etc., and achieves the effect of not easy to fall off, easy to implement, and to improve heat resistance and wear resistance.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
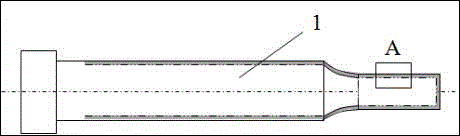
[0030] The preparation method of the above-mentioned high-speed steel cold extrusion punch specifically comprises the following steps:
[0031] Step 1: Clean the surface of the high-speed steel cold extrusion punch body with acetone to obtain a surface-treated high-speed steel cold extrusion punch body;
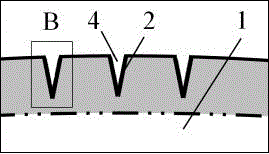
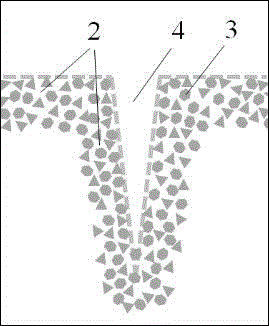
[0032] Step 2: Use a laser drilling machine to perform laser drilling on the surface-treated high-speed steel cold extrusion punch body obtained in Step 1 under vacuum conditions or under the protection of inert gas, and then perform pickling. The acid solution used for pickling is: The volume concentration is any of 300ml / L hydrochloric acid, 60ml / L phosphoric acid, 120ml / L hydrogen peroxide, 300ml / L hydrofluoric acid or 200ml / L sulfuric acid, then rinse with water until neutral, and finally use ethanol Or ultrasonic cleaning with acetone to obtain the cleaned high-speed steel cold extrusion punch body with a concave tubular body;
[0033] Step 3: Place the cleaned high-spe...
Embodiment 1
[0047] Step 1: Clean the surface of the high-speed steel cold extrusion punch body with acetone to obtain a surface-treated high-speed steel cold extrusion punch body;
[0048] Step 2: Use a laser drilling machine to perform laser drilling on the surface-treated high-speed steel cold extrusion punch body obtained in Step 1 under vacuum conditions, with a diameter of 30 μm, a hole depth of 20 μm, and a hole spacing of 1000 μm; Pickling, the acid solution used for pickling is hydrochloric acid with a volume concentration of 300ml / L, then rinsed with water to neutrality, and finally ultrasonically cleaned with ethanol to obtain a cleaned high-speed steel cold extrusion punch body with a concave tubular body ;
[0049] Step 3: Place the cleaned high-speed steel cold extrusion punch body with a concave tubular body obtained in Step 2 in a vacuum carburizing furnace for carburizing at a temperature of 920° C. The carbon mass concentration in the vacuum carburizing furnace is: 0.9%,...
Embodiment 2
[0053] Step 1: Clean the surface of the hot high-speed steel cold extrusion punch body with acetone to obtain a surface-treated high-speed steel cold extrusion punch body;
[0054] Step 2: Use a laser drilling machine to perform laser drilling on the surface-treated high-speed steel cold extrusion punch body obtained in Step 1 under the protection of inert gas argon, with a hole diameter of 20 μm, a hole depth of 18 μm, and a hole spacing of 25 μm Then carry out pickling, the acid solution used for pickling is hydrofluoric acid with a volume concentration of 300ml / L, then rinsed with water to neutrality, and finally ultrasonically cleaned with acetone to obtain the cleaned high-speed steel with a concave tubular body. Extrusion punch body;
[0055] Step 3: Place the cleaned high-speed steel cold extrusion punch body with a concave tubular body obtained in Step 2 in a vacuum carburizing furnace for carburizing at a temperature of 930° C. The carbon mass concentration in the vac...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More