A kind of cr1 series hot working die steel and its heat treatment method
What is AI technical title?
AI technical title is built by Patsnap AI team. It summarizes the technical point description of the patent document.
A heat treatment method and technology for hot-working die steel, applied in the field of iron-based alloys, can solve the problems of poor thermal strength and wear resistance of 5CrNiMo die steel, and easy cracking
Active Publication Date: 2018-10-09
YINGKOU SPECIAL STEEL FORGING
View PDF4 Cites 0 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Problems solved by technology
[0002] 5CrNiMo and 5CrNiMoV are the main mold materials in the current industry (GB / T11880-89 Die Forging Hammer and Large Mechanical Forging Machine Module Technical Specifications); GB1299-2000 AlloyTool Steel; "my country's Hot Work Die Steel Performance Dataset", Zhu Zongyuan , Mechanical Engineering Materials, Volume 25, Issue 12, P12; Among them, 5CrNiMo die steel has poor thermal strength and wear resistance
my country has developed 45Cr2NiMoVSi (45Cr2), 5Cr2NiMoVSi (5Cr2), 3Cr2MoVNi (B2) and 3Cr2MoWVNi (B3) (JBT8431-1996 "Hot Forging Forming Die Steel and Its Heat Treatment Technical Conditions") and other large-section hot-working die steels, which are compatible with 5CrNiMo Compared with 45Cr2 and 5Cr2 steel, the hardenability, high temperature strength and thermal stability are improved, while the impacttoughness is equivalent, and the thermal wear resistance and thermal fatigue resistance are also better than 5CrNiMo, but 45Cr2 and 5Cr2 are easy to crack
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
Embodiment 1
[0100] The preparation method of Cr1 series hot working die steel is characterized in that it comprises steps: electric furnace smelting, LF furnace refining (LADLE FURNACE is the ladle refining furnace), vacuum degassing (VD), die casting, annealing, electroslag remelting (ESR ), slow cooling, annealing, forging, normalizing, high temperature tempering, hydrogen expansion, roughing, inspection, finishing, quenching and tempering, finishing, inspection, and put into production to obtain modules or molds.
[0101] By controlling the composition of molten steel, the prepared die steel contains C0.43%, Si0.23%, Mn0.90%, P0.003%, S0.001%, Cr0.93%, Ni1. 41%, Mo1.03%, V0.16%, Al0.020%, Nb0.03%, the balance Fe. and inevitable inclusions.
Embodiment 2
[0103] The method of smelting is with embodiment 1. By controlling the composition of molten steel, the prepared mold steel contains 0.44% C, 0.36% Si, 0.88% Mn, 0.007% P, 0.002% S0, 0.93% Cr, 1.54% Ni, Mo1. 45%, V 0.17%, Al 0.030%, Nb 0.039%, the balance of Fe and inevitable inclusions.
Embodiment 3
[0105] The mold was prepared by heat treatment with the steel of Example 2YD1, and the specification was: 1000×910×270.
[0106] The heat treatment process is:
[0107]S1 Quenching: Furnace at ≤680°C, keep isothermal at 680°C, the isothermal time is calculated according to the effective size of the workpiece (the same below) as 0.6min / mm, and the temperature rises to 890-930°C with the furnace, and the holding time is 1.2min / mm Calculate, the oil is cooled for 60-70 minutes, and tempered immediately after cooling to 150-180 °C after the oil is released;
[0108] S2 Primary tempering: Furnace at ≤280°C, keep at 280°C and the isothermal time is calculated as 0.6min / mm, (under laboratory conditions, the temperature of Φ25mm samples is usually 10-50°C higher than that under industrial conditions) and heat up to 540~ 640°C, the holding time is calculated according to 2.4min / mm, oil cooling until the surface temperature is 100-150°C and then cooling (there are various cooling metho...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Login to View More
Abstract
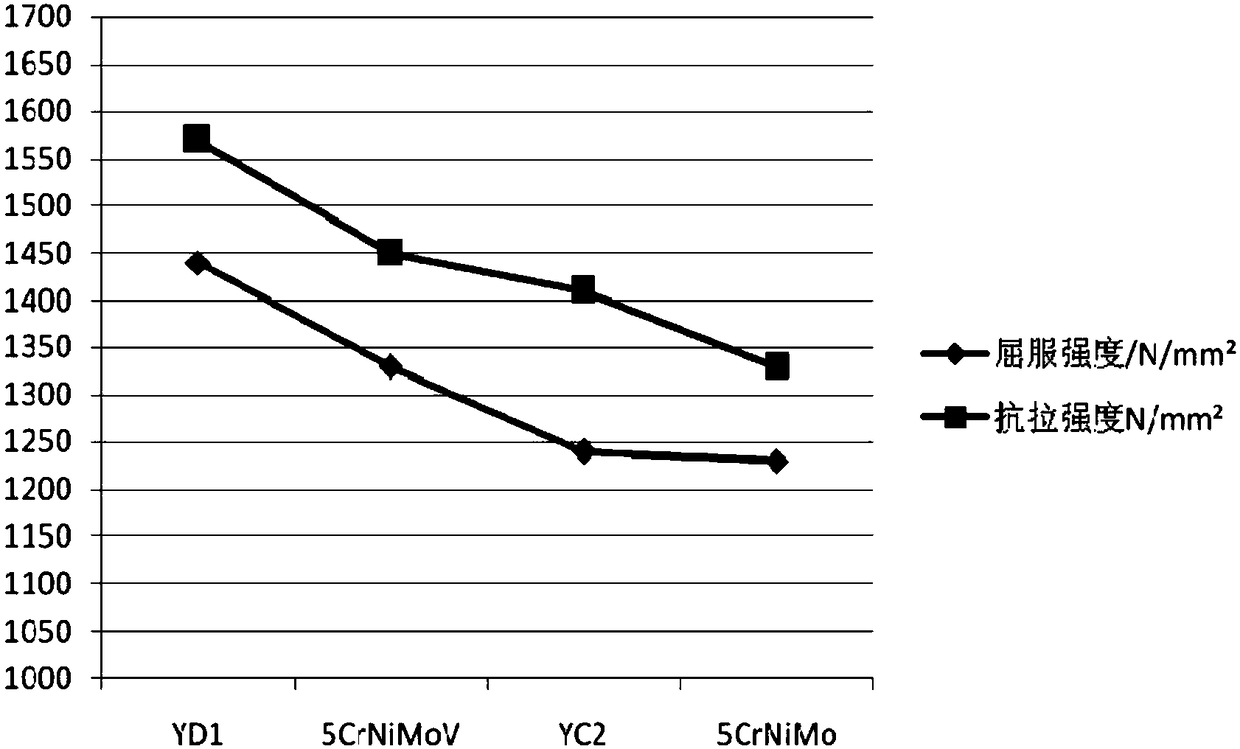
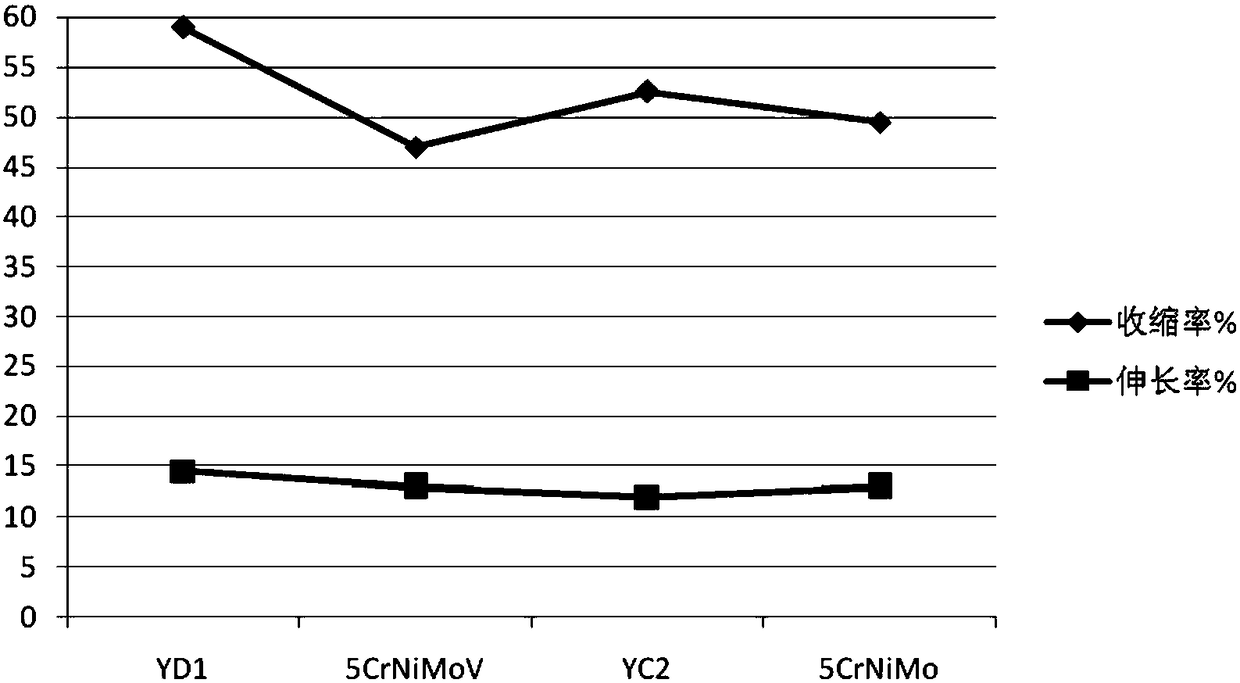
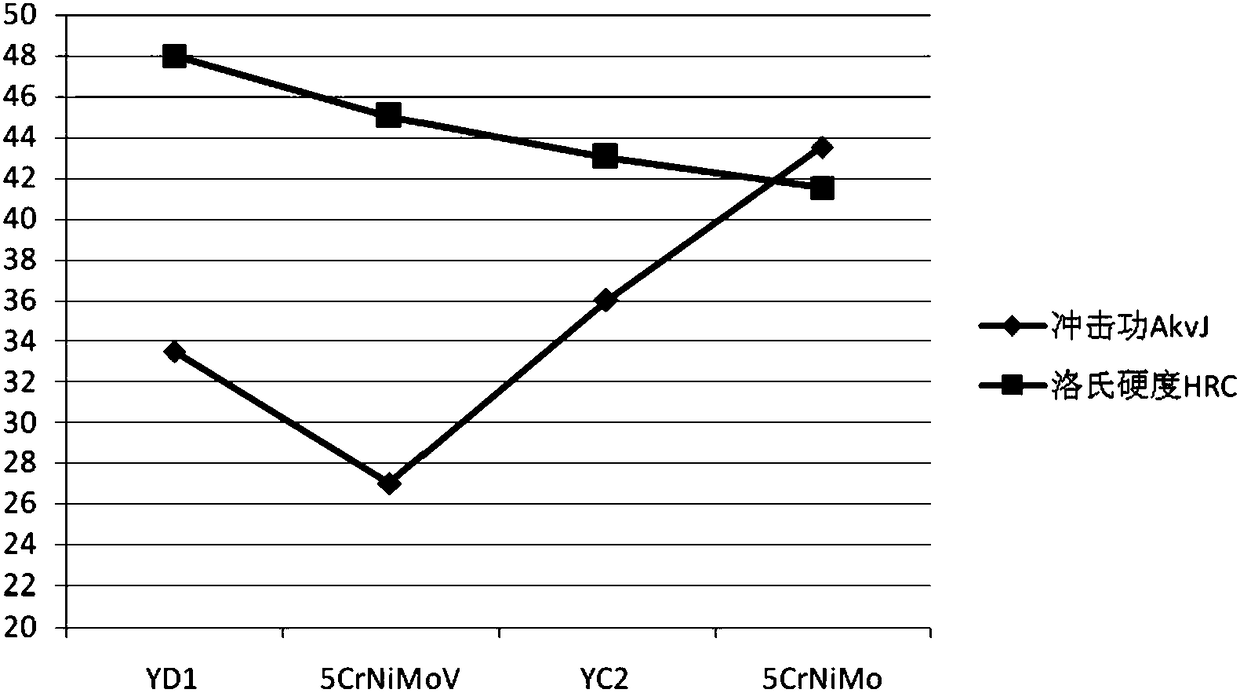
The invention provides Cr1-series hot work die steel. The Cr1-series hot work die steel is characterized by comprising, by weight, 0.40%-0.48% of C, 0.17%-0.40% of Si, 0.80%-1.20% of Mn, 0-0.020% of P, 0-0.010% of S, 0.80%-1.60% of Cr, 1.00%-1.70% of Ni, 0.80%-1.60% of Mo, 0.05%-0.30% of V, 0.010%-0.050% of Al, 0.02%-0.20% of Nb and the balance Fe. According to the chemical component formula of the novel Cr1-series hot work die steel, the material name is YD1. Compared with existing Cr1-series (5CrNiMo and 5CrNiMoV) hot work die steel, the YD1-series die steel reduces the content of carbon, the contents of the Mn and Cr are increased, the content of the Mo is greatly increased, the content of the Ni is slightly decreased, and the Nb element and Al element are added. Hence, high-temperature strength and creep resistance are improved, and toughness is also improved.
Description
technical field [0001] The invention belongs to the field of iron-based alloys, and in particular relates to an alloy used for forging dies and its preparation and application. Background technique [0002] 5CrNiMo and 5CrNiMoV are the main mold materials in the current industry (GB / T11880-89 Die Forging Hammer and Large Mechanical ForgingMachine Module Technical Specifications); GB1299-2000 AlloyTool Steel; "my country's Hot Work Die Steel Performance Dataset", Zhu Zongyuan , Mechanical Engineering Materials, Volume 25, Issue 12, P12; among them, 5CrNiMo die steel has poor thermal strength and wear resistance. There are few varieties of forging die materials in my country, and the most widely used are 5CrNiMo, 5CrNiMoV, 4Cr2MoVNi (B2) in GB / T11880-89; , low, low, lack of varieties with intermediate hardness, 5Cr2NiMoVSi in GB / T11880-89 is a variety with moderate hardness, but it is not widely used because of its high brittleness and easy cracking. Therefore, it is necessa...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More  Login to View More
Login to View More