

Processing method of SP700 titanium alloy sheet for superplastic forming
A technology of superplastic forming and processing methods, applied in metal processing equipment, metal rolling, manufacturing tools, etc., can solve the problems of increased workload such as shaping, grinding, and cutting, affecting the shape, size and surface quality of plates, and poor thermal conductivity. , to achieve the effect of reducing the requirements of on-site process operation and rolling equipment, easy control of deformation and shape, and improving consistency and stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
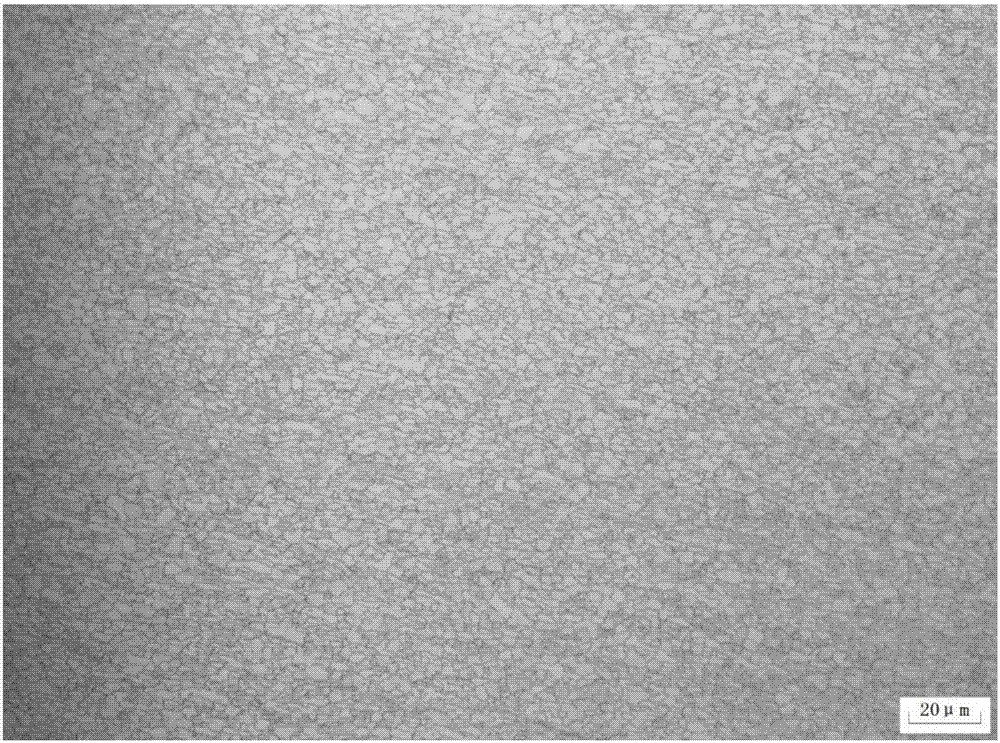
[0039] Present embodiment is the processing method of SP700 titanium alloy sheet for superplastic forming of thickness 0.5mm, comprises the following steps:
[0040] Step 1. The qualified SP700 titanium alloy slab is subjected to primary forging near the transformation point under the condition that the initial forging temperature is 10°C above the β transformation point and the final forging temperature is not lower than 15°C below the β transformation point. Forging, then immersing in water to quickly cool to room temperature, and surface grinding to obtain an intermediate slab with a thickness of 20mm.
[0041] Step 2: heat the intermediate slab described in step 1 at 65°C below the β transformation point for 15 minutes, and then carry out 5 passes of first hot rolling, keeping the rolling direction of the first hot rolling as unidirectional rolling, each pass The secondary deformations are respectively: 20%, 30%, 35%, 25%, 20.5%. After air cooling to room temperature, surf...
Embodiment 2
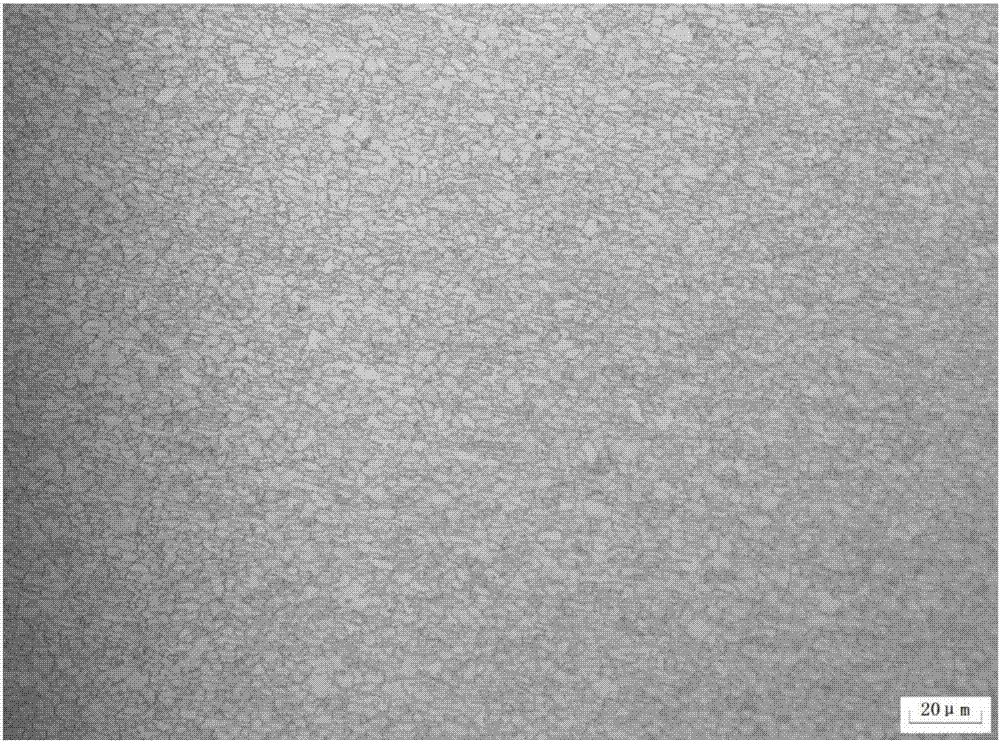
[0048] Present embodiment is the processing method of SP700 titanium alloy sheet for superplastic forming of thickness 0.8mm, comprises the following steps:
[0049] Step 1. The qualified SP700 titanium alloy slab is subjected to primary forging near the transformation point under the condition that the initial forging temperature is 20°C above the β transformation point and the final forging temperature is not lower than 15°C below the β transformation point. Forging, then immersing in water to quickly cool to room temperature, and surface grinding to obtain an intermediate slab with a thickness of 30 mm.
[0050] Step 2: heat the intermediate slab described in step 1 at 90°C below the β transformation point for 35 minutes, and then perform 7 passes of the first hot rolling, keeping the rolling direction of the first hot rolling as unidirectional rolling, each pass The secondary deformations are respectively: 22%, 35%, 28.5%, 24%, 21%, 20.5%, 16%. After air cooling to room te...
Embodiment 3
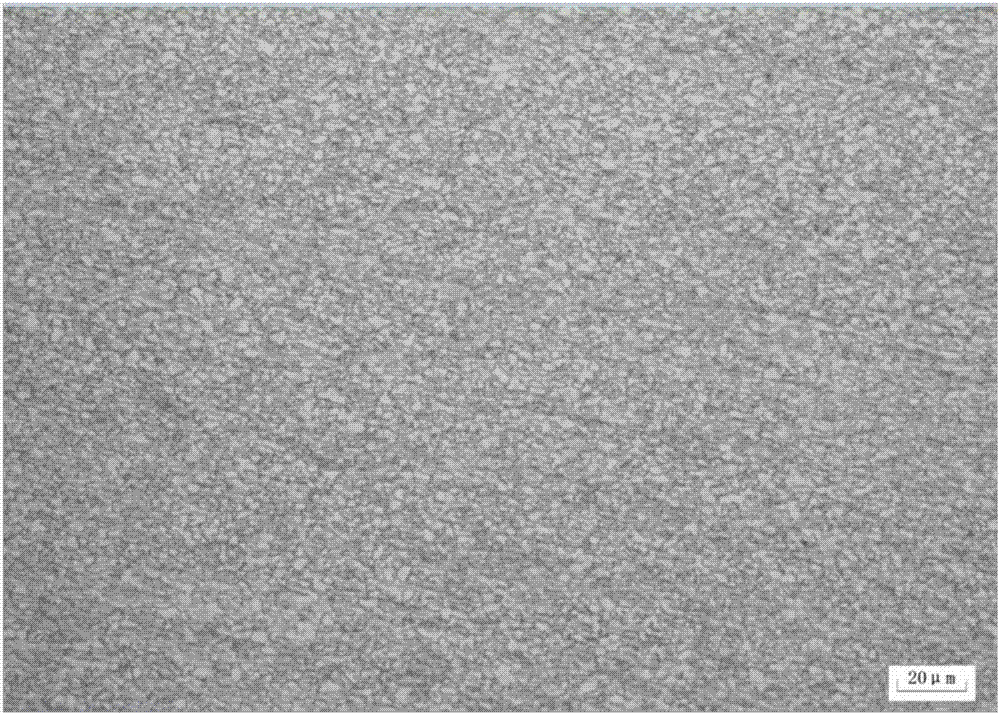
[0057] Present embodiment is the processing method of SP700 titanium alloy sheet for superplastic forming of thickness 1.0mm, comprises the following steps:
[0058] Step 1. The qualified SP700 titanium alloy slab is subjected to primary forging near the transformation point under the condition that the initial forging temperature is 15°C above the β transformation point and the final forging temperature is not lower than 15°C below the β transformation point. Forging, then immersing in water to quickly cool to room temperature, and surface grinding to obtain an intermediate slab with a thickness of 40 mm.
[0059] Step 2, heat the intermediate slab described in step 1 at 80°C below the β transformation point for 45 minutes, and then perform 6 passes of first hot rolling, keeping the rolling direction of the first hot rolling as unidirectional rolling, each pass The secondary deformations are respectively: 27%, 35%, 32%, 26.5%, 21.5%, 16%. After air cooling to room temperature...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More