

Filling-material-free low-alloy steel heat-exchange pipe butt-joint automatic welding technique
A welding process and low-alloy steel technology, applied in welding equipment, metal processing, metal processing equipment and other directions, can solve the problems of small distance between the tube wall of the heat exchange tube, small welding operation space, and increasing the difficulty of welding operation. The effect of small pipe wall distance, small welding operation space, good weld formation and welding quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment
[0070] According to the above-mentioned welding process provided by the present invention, the low-alloy steel SA-213T22 heat exchange tubes between the low-temperature section of the spiral coil of the high-temperature gas-cooled reactor steam generator and the water supply connection pipe of the space elbow are welded, and the specifications of the heat exchange tubes are all Φ19 ×3mm, the minimum tube wall spacing of heat exchange tubes is 41mm, as follows:
[0071] Step 1), before welding, polish the parts to be welded of the low-alloy steel SA-213T22 heat exchange tube until the metallic luster is visible, and wipe it with white non-woven cloth dipped in acetone until the non-woven cloth does not change color;
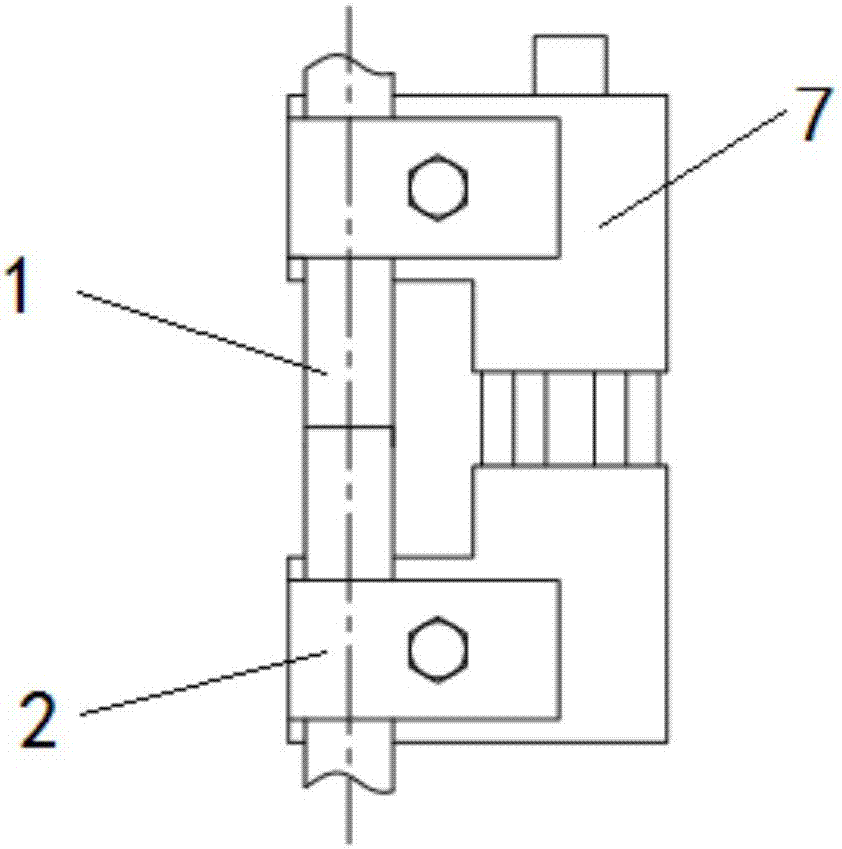
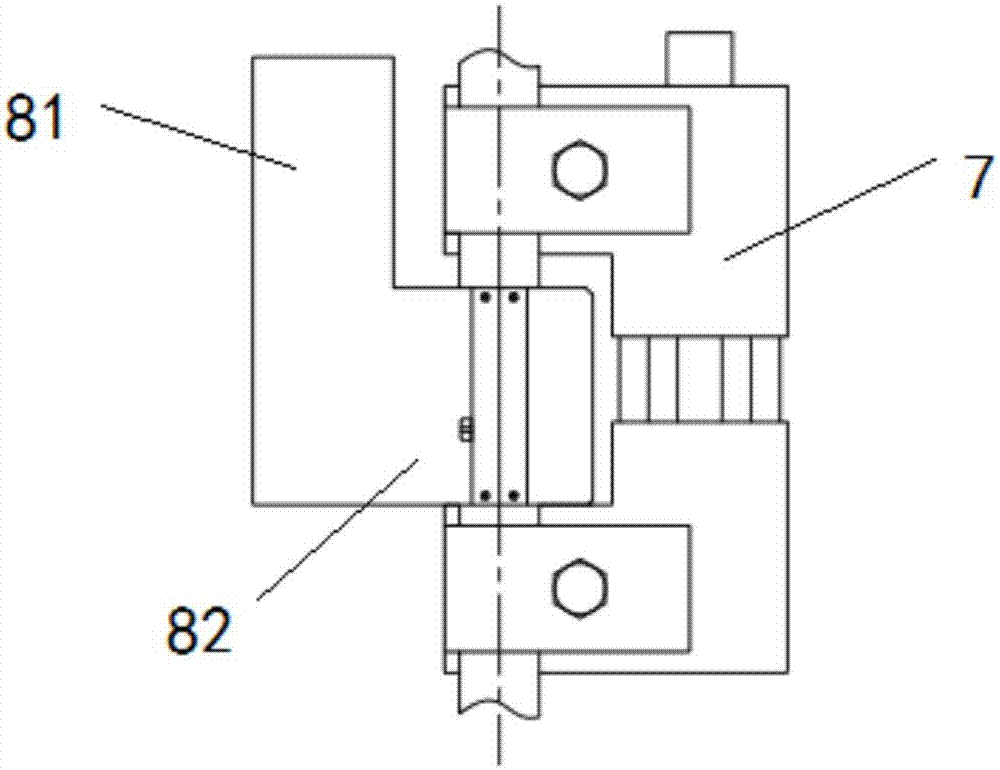
[0072] Assembling the heat exchange tubes: first, clamp any heat exchange tube with a pressure plate of tooling 7, adjust the pressure plate to the set position of the tube end, and then clamp another heat exchange tube with another pressure plate. Adjust the posi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More