

Control method for roller-type quenching process of large-single-weight large-section super-thick steel plate
A technology of extra-thick steel plates and control methods, which is applied in the field of metallurgy, can solve problems such as control methods and heat transfer coefficient corrections that are not mentioned, and achieve the effects of reducing energy consumption and production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
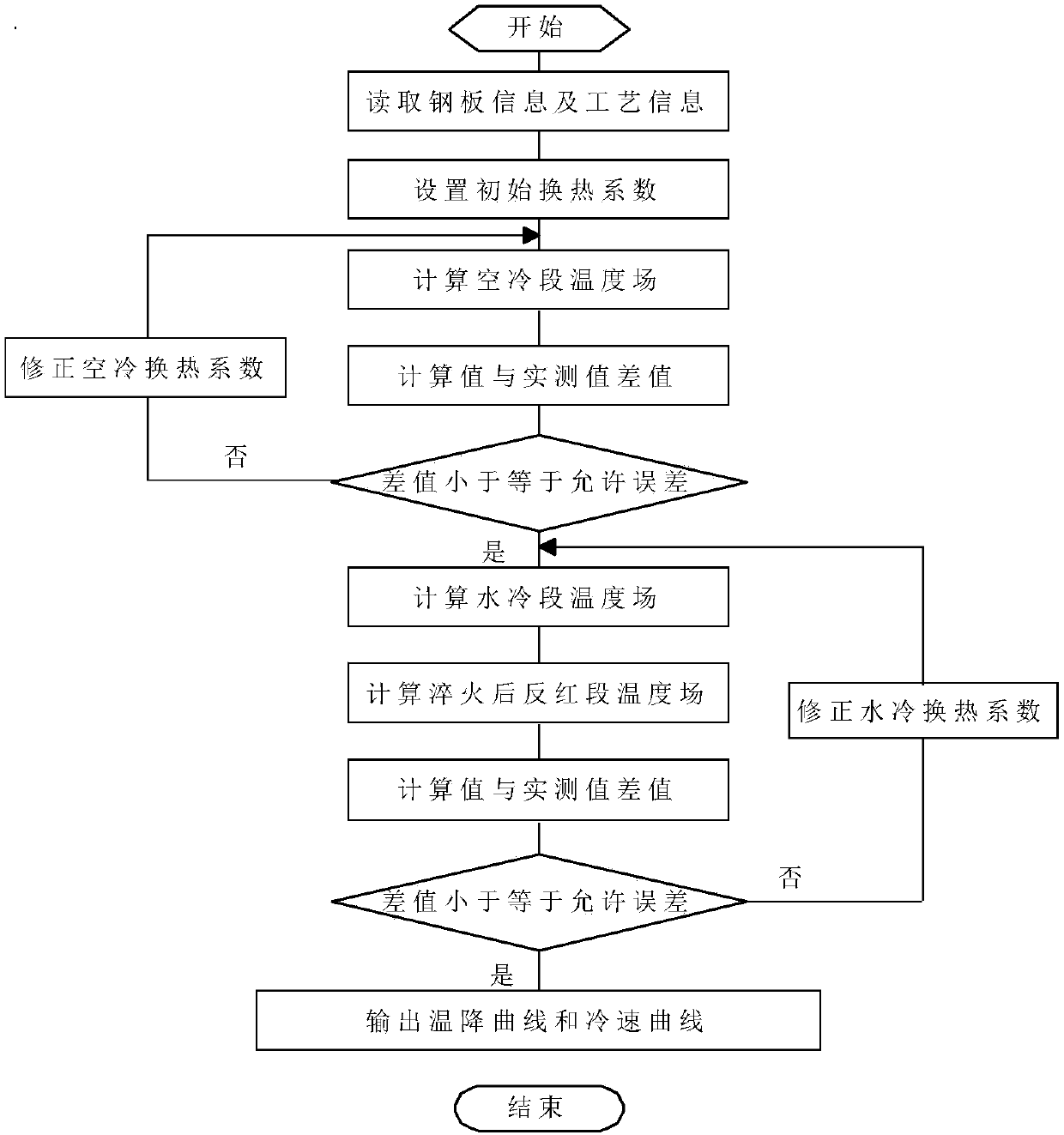
[0061] Steel plate thickness 132mm, length 7250mm, carbon content 0.15%, roller speed 0.2m / s, acceleration 0.00015m / s 2 , the length of the high-pressure section of the quenching machine is 3.2m, and the initial value of the heat transfer coefficient: the air-cooling section is 100W / (m 2 K), high pressure section 20000W / (m 2 K), low pressure section 8000W / (m 2 K), the water temperature is 22.1°C, the furnace temperature is 910°C, the temperature before entering the quenching machine is 830°C, the air cooling time is 45s, the low pressure swing time is 1560s, the redness time is 142s, and the redness temperature is 28°C. Take the cell length as 1mm, and the time step as 0.5s, the calculation process is as attached figure 1 shown.
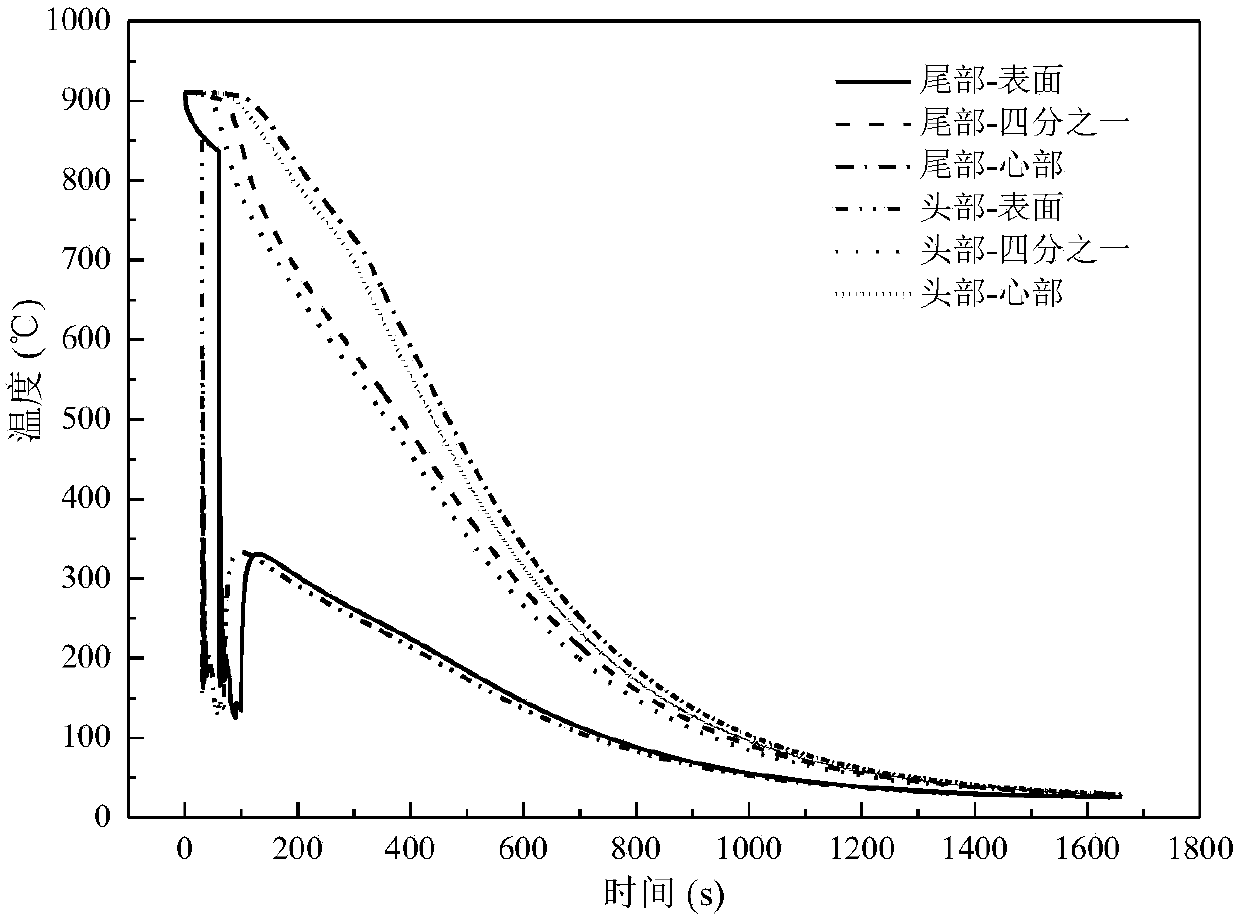
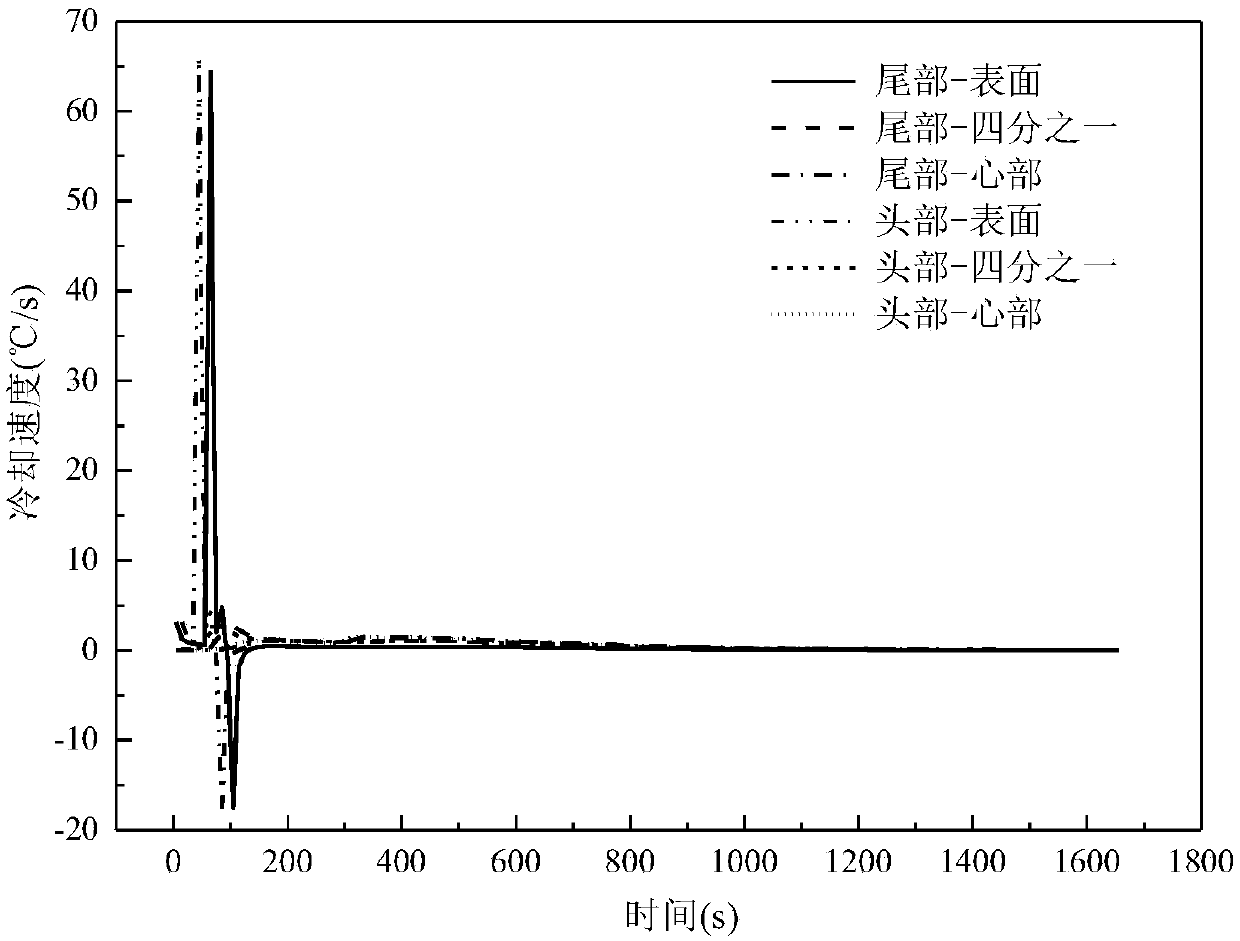
[0062] Calculation result: The heat transfer coefficient value of the air-cooling section is 124.64W / (m 2 K), the water cooling heat transfer coefficient of the low pressure section is 2250W / (m 2 K). The temperature drop curve is attached fig...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More