Production method of cold extrusion gear wire rod
A production method and technology of gear discs, applied in the field of metallurgy, can solve problems such as low machining accuracy, high energy consumption, and low utilization rate of cutting materials, and achieve the effects of improving production efficiency, saving steel, and increasing investment and production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
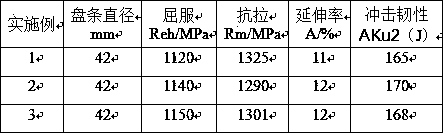
Embodiment 1
[0025] The production method of cold extruded gear wire rod, the chemical composition of steel is: C=0.1923%, Si=0.2617%, Mn=1.01%, P=0.010%, S=0.021%, Cr=1.084%, Ti =0.067, Ni=0.020%, Cu=0.024%, B=0.0.0003%, Mo=0.0056%, Al=0.020%, and the rest are Fe and unavoidable impurities. Key process steps include:
[0026] Smelting: Converter tapping P=0.008%, adopting LF+VD refining process, argon blowing throughout the LF furnace refining, slag deoxidation, white slag retention time 21min; VD vacuum degassing treatment, vacuum degree below 0.5tor, vacuum retention time At 23 minutes, N=51ppm, H=1.0ppm, O=14ppm of the outbound molten steel.
[0027] Continuous casting: full protection casting is adopted, the superheat of the tundish is 24°C, and the cross section of the billet is 150 mm×150 mm.
[0028] Heating: temperature 1040~1050℃, soaking time 35min.
[0029] Rolling: KOCKS temperature is 850°C, crimping temperature is 820°C.
[0030] Cooling: Fast cooling is adopted after cu...
Embodiment 2
[0033] For the production method of cold extruded gear wire rod, the chemical composition of steel is: C=0.1866%, Si=0.2690%, Mn=1.020%, P=0.012%, S=0.022%, Cr=1.081%, Ti =0.061, Ni=0.022%, Cu=0.021%, B=0.0.0003%, Mo=0.0046%, Al=0.018%, and the rest are Fe and unavoidable impurities. Key process steps include:
[0034] Smelting: Converter tapping P=0.009%, adopting LF+VD refining process, argon blowing throughout the LF furnace refining, slag deoxidation, white slag retention time 22min; VD vacuum degassing treatment, vacuum degree below 0.5tor, vacuum retention time 20min, soft blowing time 23min, outbound molten steel N=51ppm, H=1.5ppm, O=16ppm.
[0035] Continuous casting: full protection casting is adopted, the superheating degree of the tundish is 22°C, and the section of the billet is 150 mm×150 mm.
[0036] Heating: temperature 1030~1040℃, soaking time 35min.
[0037] Rolling: KOCKS temperature is 860°C, crimping temperature is 840°C.
[0038] Cooling: Fast cooling ...
example 3
[0041] For the production method of cold extruded gear wire rod, the chemical composition of steel is: C=0.1839%, Si=0.2595%, Mn=1.006%, P=0.011%, S=0.018%, Cr=1.084%, Ti =0.064, Ni=0.028%, Cu=0.025%, B=0.0.0003%, Mo=0.0066%, Al=0.019%, and the rest are Fe and unavoidable impurities. Key process steps include:
[0042] Smelting: Converter tapping P=0.007%, adopting LF+VD refining process, LF furnace refining full-process argon blowing, slag deoxidation, white slag retention time 24min; VD vacuum degassing treatment, vacuum degree below 0.5tor, vacuum retention time 21min, soft blowing time 25min, outbound molten steel N=54ppm, H=1.5ppm, O=15ppm.
[0043]Continuous casting: full protection casting is adopted, the superheat of the tundish is 23°C, and the cross section of the billet is 150 mm×150 mm.
[0044] Heating: temperature 1030~1040℃, soaking time 34min.
[0045] Rolling: KOCKS temperature 870°C, crimping temperature 850°C.
[0046] Cooling: Fast cooling is adopted af...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Yield strength | aaaaa | aaaaa |
| Impact toughness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com