

A kind of hot-dip galfan alloy steel pipe and its preparation method and equipment
A technology of alloy steel pipe and hot-dip plating, which is applied in hot-dip plating process, metal material coating process, coating, etc., can solve the problems of increasing the difficulty of Galfan alloy and short hot-dip time, so as to reduce the competitive advantage and achieve good environmental protection effect , good environmental protection effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
[0036] The preparation method (hereinafter referred to as method) of hot-dip Galfan alloy steel pipe of the present invention, the process of this method is:
[0037] The welded pipe is pre-treated and rust-removed, washed with water, then assisted plating, and then dried after the assisted plating. The dried steel pipe is hot-plated Galfan alloy. After hot-galvanizing Galfan alloy, it is wiped with internal and external air knives. Form a bright and stable coating; then, water cooling, passivation, trimming, and finally packaging are carried out in sequence to complete the process of hot-dip Galfan alloy for the entire steel pipe;
[0038] Among them, the soaking time of the steel pipe in the plating flux is 10-15s during the fluxing, so that the surface reaches a uniform dark gray; the mass percentage of each component of the fluxing agent used is: ZnCl 2 10-20%; SnCl 2 2-4%; 38% hydrochloric acid 1-3%; KF 1-3%; NaBr 1-2%; BiOCl 0.5-1%; the rest is water;
[0039] When hot...
Embodiment 1
[0055] The product in this implementation is a steel pipe with a diameter of 2 inches hot-dip Galfan alloy, and the zinc content is required to be 50-60g / m 2 .
[0056] Pickling rust removal method is adopted, the process is:
[0057] After the steel pipe is pre-treated by pickling, it is coated with a special flux, the flux temperature is 75°C, the drying temperature is 240°C, and the drying time is 12 seconds, and the Galfan alloy is hot-plated. The hot-dip temperature is 450°C, the time is 12 seconds, the wiping gas blown out is compressed air, and the pressure is 2.5kg / cm 2 . The wiping gas blown inside is superheated saturated steam with a pressure of 8kg / cm 2 . Wipe with internal and external air knives, form a bright and stable coating in the air, then cool and passivate to obtain the finished product.
[0058] The equipment for hot-dip Galfan alloy steel pipe in this embodiment includes a drying furnace, a hot-dip galvanizing pot and a post-treatment tank. The hot...
Embodiment 2
[0078] The steel pipe with a diameter of 2 inches in this implementation is hot-dip Galfan alloy, and the zinc content is required to be 50-60g / m 2 .
[0079] The shot blasting method is adopted, and the process is:
[0080] The steel grit used for shot blasting inside and outside the steel pipe is S70, and the steel pipe after shot blasting is placed on the production line for other processes. Activation is carried out with hydrochloric acid with a mass concentration of 3%, and the formulation of the plating flux is the same as in Example 1. The hot-dip temperature is 465°C, the hot-dip time is 12 seconds, and the blowing pressure is 3kg / cm 2 , the blowing pressure is 8.5kg / cm 2 . Then after cooling, passivation, finished product.
[0081] After testing, the zinc content of the obtained galvanized steel pipe is 58g / m 2 .
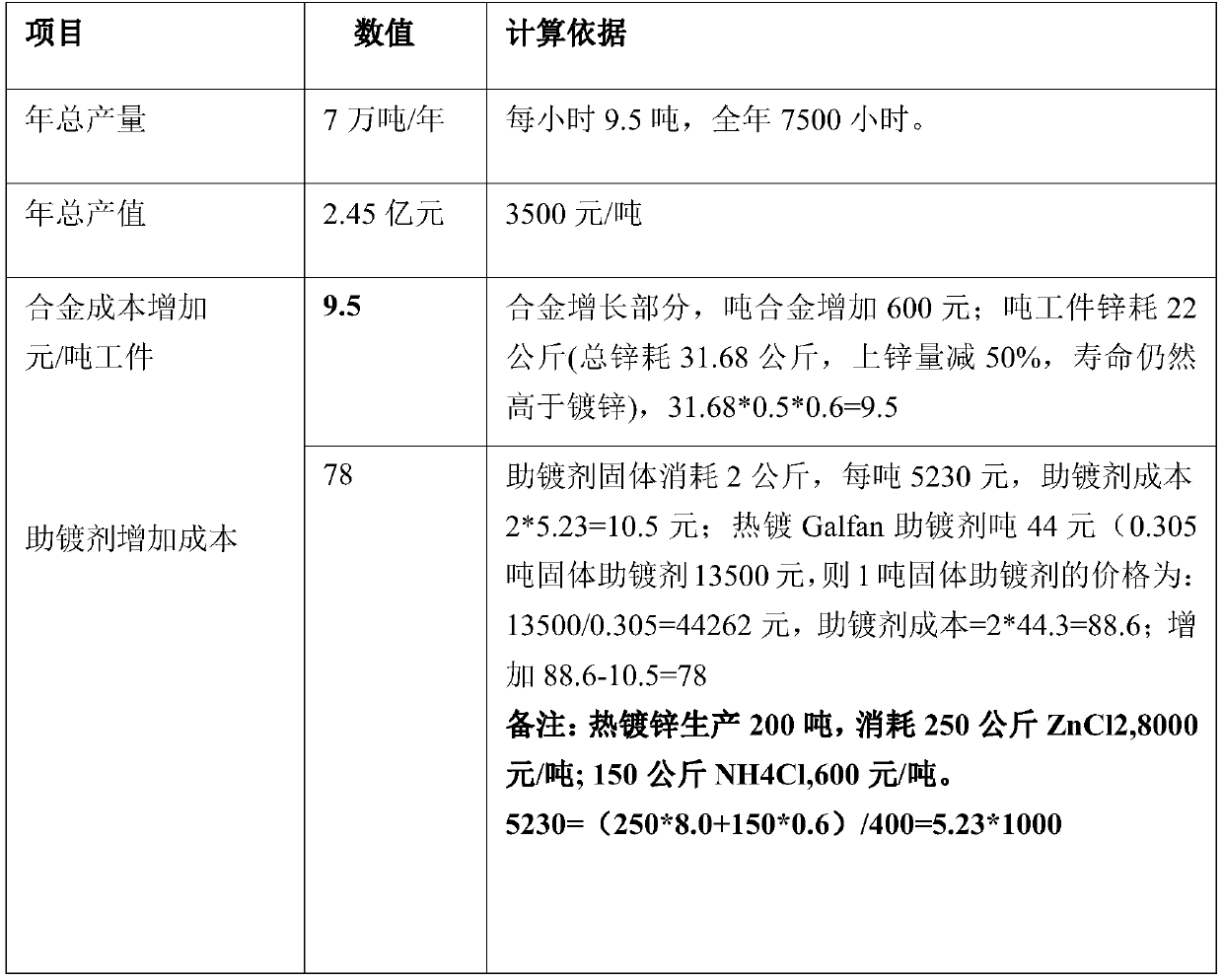
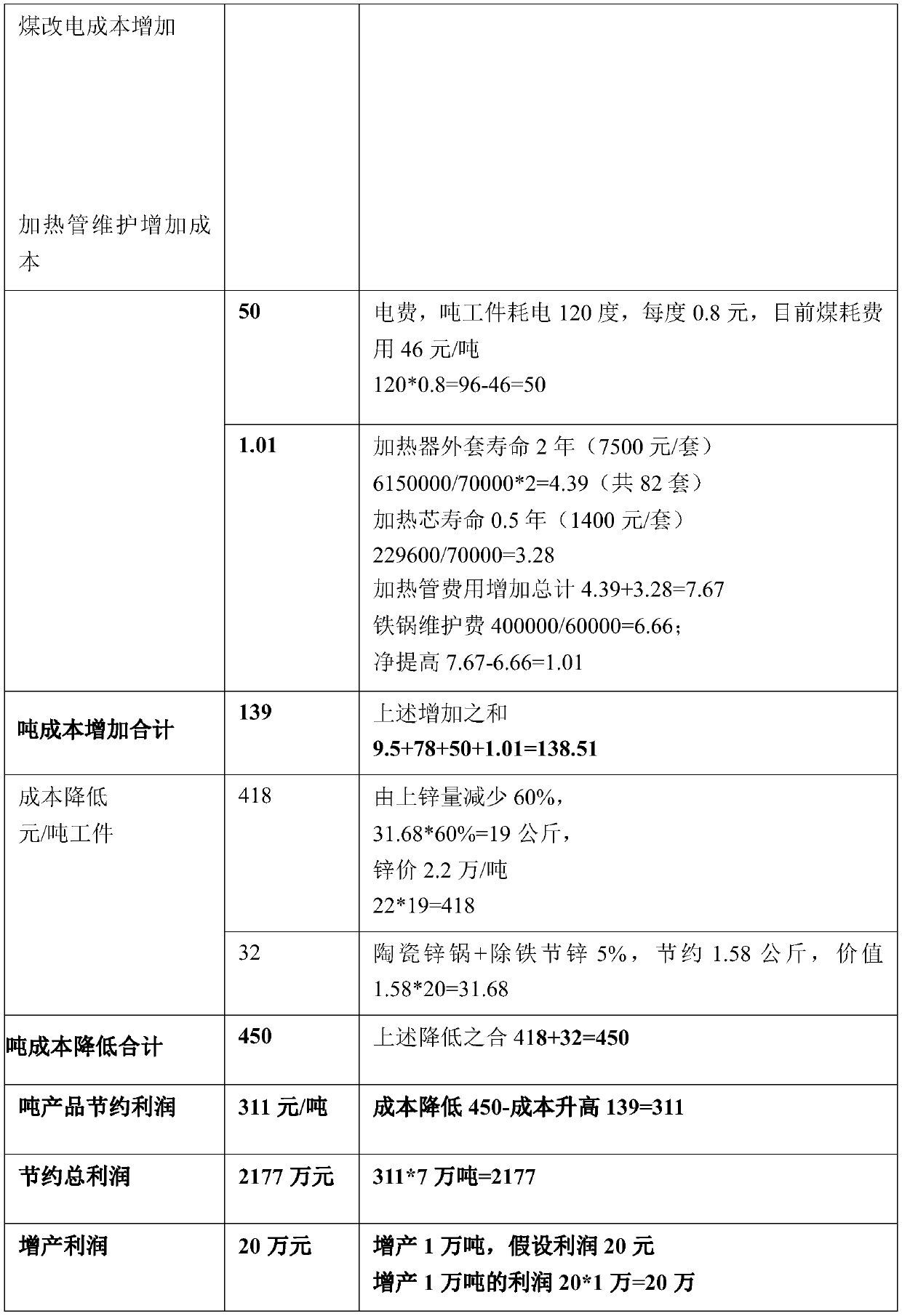
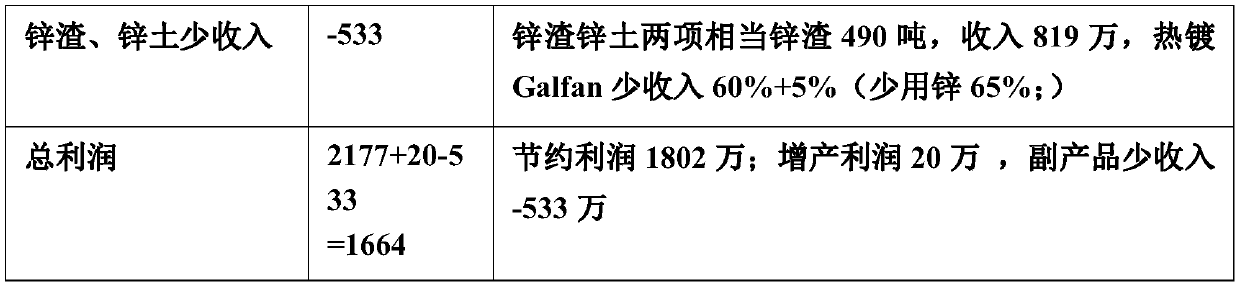
[0082] The following is a comparison of the corrosion resistance performance test results of hot-dip Galfan alloy and hot-dip galvanizing for the fo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More