

Preparation method of titanium-steel composite board
A clad plate and titanium steel technology, applied in manufacturing tools, welding equipment, metal processing equipment, etc., can solve the problems of interface reaction affecting the bonding performance of clad plates, reduce submerged arc sealing welding, ensure vacuum degree, prevent oxidation Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0029] In this embodiment, the Q235B steel grade with a substrate thickness of 66 mm is selected, the industrial pure titanium TA2 with a thickness of 6 mm as a cladding material, and a TA2 / Q235B composite plate with a thickness of 0.5+5.5 mm as a rolled product.
[0030] Ⅰ. Surface treatment: Grind the surface to be compounded of two Q235B substrate blanks and two TA2 cladding blanks, remove the rust layer and oxide layer on the surface of the blanks, and expose the fresh metal on the surface completely.
[0031] Ⅱ. Application of release agent: Apply release agent to the unpolished surface of the cladding material, and then dry the release agent.
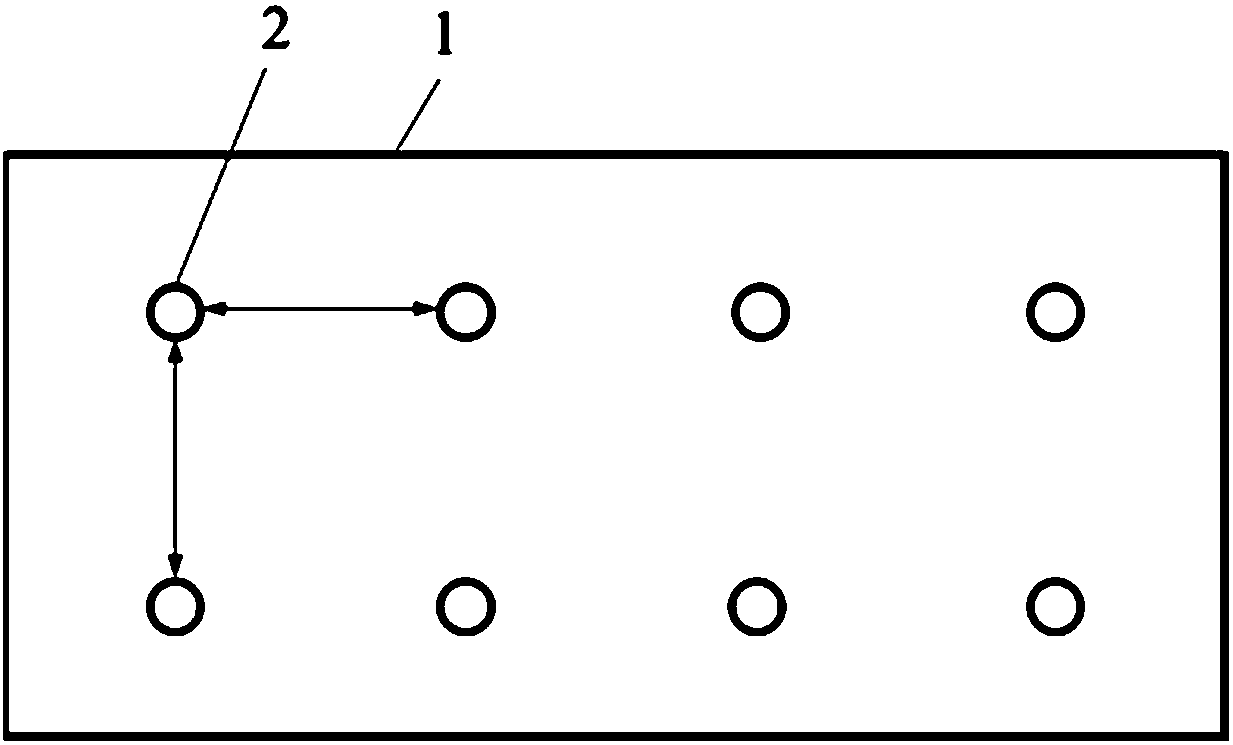
[0032] Ⅲ. Symmetrically combined blank: select one of the base materials as the blank, and fix it with seal spot welding around the surface to be compounded. The width of the seal is 30mm and the thickness is 13mm. The base material is to be compounded in the groove surrounded by the seal. every 0.5 meters (see figure 1 Arrow dis...
Embodiment 2
[0039] In this embodiment, a Q345B steel grade with a substrate blank thickness of 100 mm, a TA2 industrial pure titanium plate with a thickness of 10 mm as a cladding material blank, and a TA2 / Q345B composite plate with a thickness of 2+20 mm as a rolled product are selected.
[0040] Ⅰ. Surface treatment: Grind the surface to be compounded of two Q345B substrate blanks and two TA2 cladding blanks, remove the rust layer and oxide layer on the surface of the blanks, and expose the fresh metal completely on the surface.
[0041] Ⅱ. Application of release agent: Apply release agent to the unpolished surface of the cladding material, and then dry the release agent.
[0042] Ⅲ. Symmetrically combined blank: select one of the base materials as the blank, and fix it with seal spot welding around the surface to be compounded. The width of the seal is 45mm and the thickness is 23mm. The base material is to be compounded in the groove surrounded by the seal. Place a circular lamination a...
Embodiment 3
[0049] In this embodiment, a Q370R steel grade with a substrate thickness of 275mm is selected, a TA1 industrial pure titanium with a cladding thickness of 25mm, and a rolled TA1 / Q370R composite plate with a thickness of 5+55mm.
[0050] Ⅰ. Surface treatment: Grind the surface to be compounded of two Q370R base material blanks and two TA1 cladding material blanks, remove the rust layer and oxide layer on the surface of the blanks, and completely expose the fresh metal on the surface.
[0051] Ⅱ. Application of release agent: Apply release agent to the unpolished surface of the cladding material, and then dry the release agent.
[0052] Ⅲ. Symmetrically combined blank: select one of the base materials as the blank, and fix it with seal spot welding around the surface to be compounded. The width of the seal is 60mm and the thickness is 54mm. The base material is to be compounded in the groove surrounded by the seal. Place a circular lamination at intervals of 1.5 meters, the lam...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Width | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More