

Iron-nickel-based high-temperature self-lubricating hot work die material and its preparation method
A high-temperature self-lubricating and hot-working mold technology, which is applied in the field of metal material preparation, can solve problems such as insufficient bonding strength between the coating and the substrate, unsuitability for large molds, and poor wettability of components, so as to improve internal wettability and realize The effect of clean production and low cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
preparation example Construction
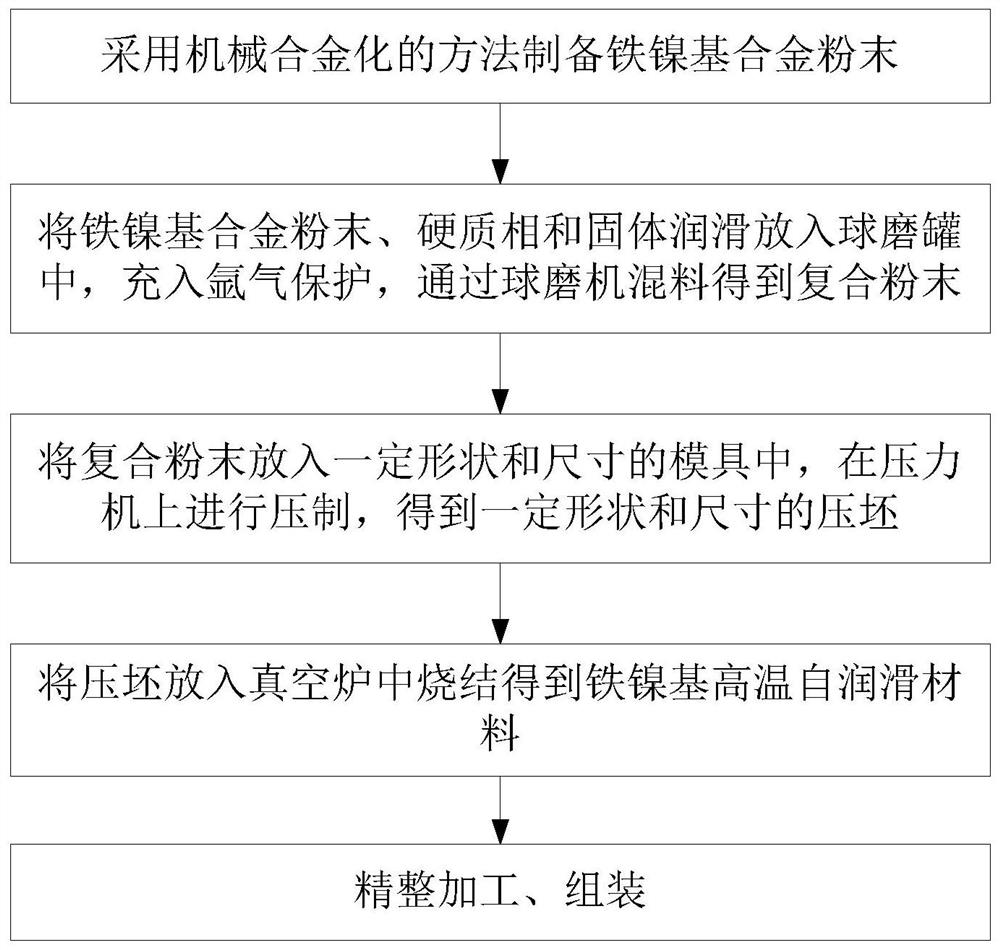
[0045] refer to Figure 1 to Figure 7 , a preparation method based on the above-mentioned iron-nickel-based high-temperature self-lubricating hot work die material, comprising the following steps:
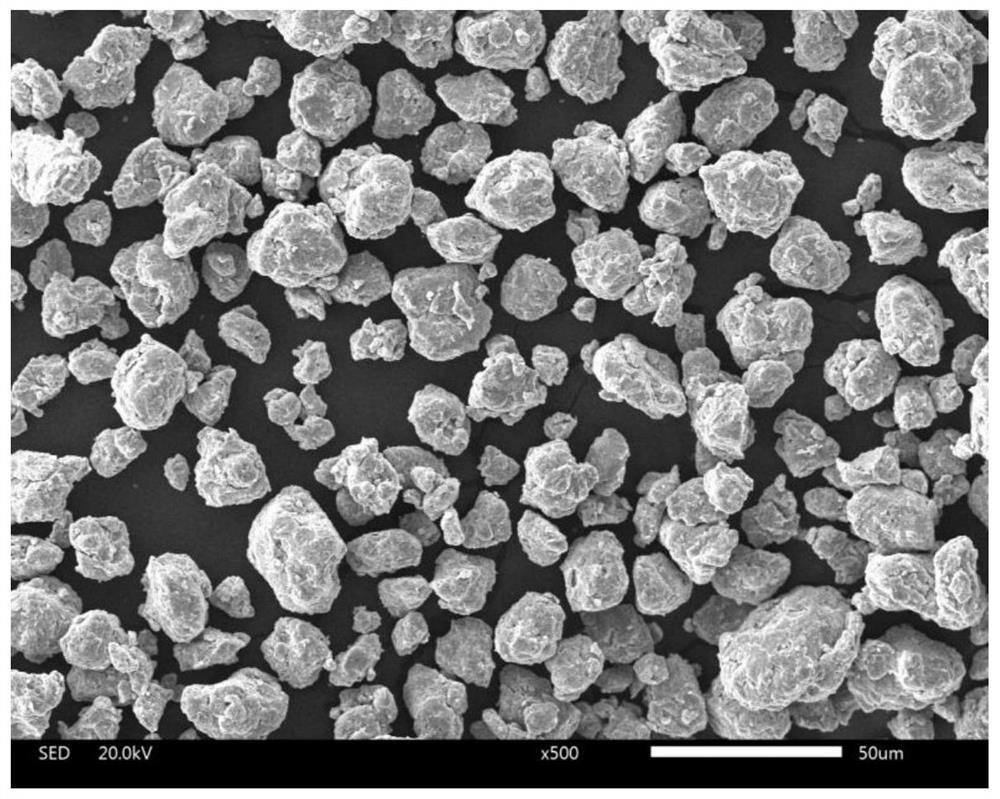
[0046] Step S10, preparing iron-nickel-based alloy powder by mechanical alloying;
[0047] Step S20, putting the iron-nickel-based alloy powder, hard phase and solid lubricant into a ball mill tank, filling it with argon gas for protection, and mixing materials through a ball mill to obtain a composite powder;
[0048] Step S30, putting the composite powder into a mold of a certain shape and size, and pressing it on a press to obtain a green compact of a certain shape and size;
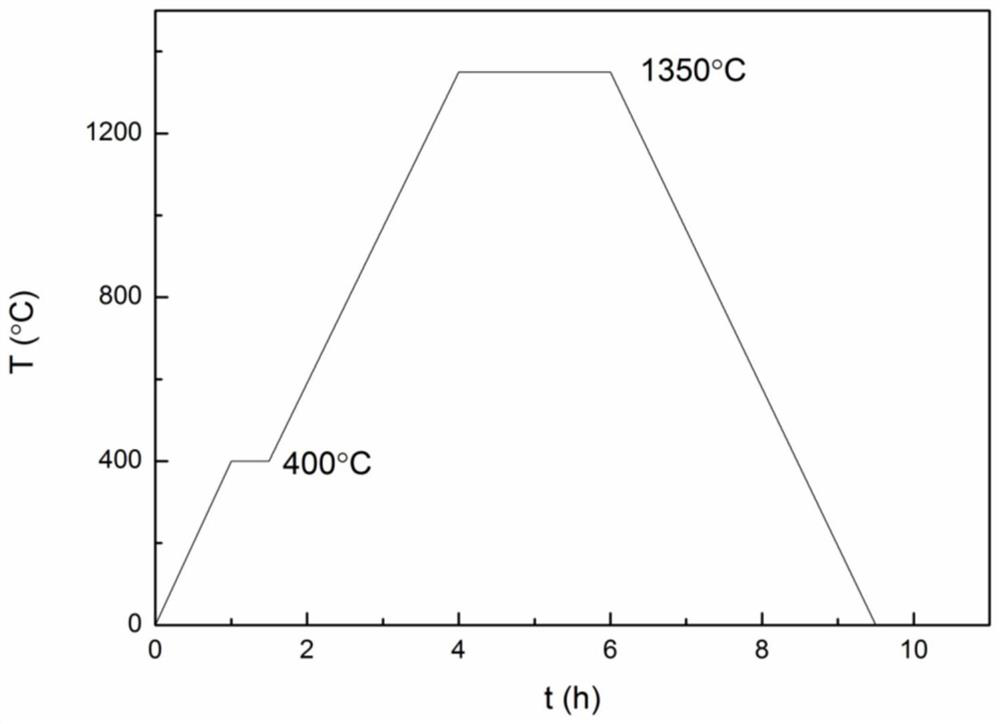
[0049] Step S40, putting the compact into a vacuum furnace for sintering to obtain an iron-nickel-based high-temperature self-lubricating material (for the sintering process, refer to figure 1 ).
[0050] In step S10, when the iron-nickel-based alloy powder is prepared by mechanical alloying, C powder, ...
Embodiment 1
[0057] refer to Figure 7 , when it is used for the hot extrusion die die of tubular parts, its preparation method is as follows.
[0058] (1) Preparation of iron-nickel-based high-temperature self-lubricating materials
[0059] ① Mechanical alloying. According to mass percentage, 0.1%~0.2% C powder (purity greater than 99.9%), 14%~16% Cr powder (purity greater than 99.95%), 33%~36% Ni powder (purity greater than 99.5%), 3.4 %~4.4% Mo powder (purity greater than 99%), 4.1%~5.3% Ti powder (purity greater than 99%) and 40%~41% Fe powder (purity greater than 99.9%) to prepare mixed powder. Put the powder into a stainless steel tank and fill it with argon gas protection. The ball-to-material ratio is 20:1, and the ball mill speed is 250r / min for ball milling for 48 hours, and then 2% zinc stearate is added for ball milling for 2 hours to obtain iron-nickel-based alloy powder.
[0060] ② Mixing by ball milling. Alloy powder (84%) obtained in step ①, hard phase Cr 2 o 3 (10%) ...
Embodiment 2
[0067] refer to Figure 8 , when used for the die of the hot forging die of the valve, the differences between this embodiment and embodiment 1 are:
[0068] The contents of self-lubricating materials are respectively, alloy powder (72%), hard phase Cr 2 o 3 (20%) and solid lubricant CaF 2 (8%).
[0069] The hardness value of the material was measured with a Vickers hardness tester, the applied pressure was 10g, and the duration was 10s. Each sample tested 10 values in different areas, and the average value was taken. The material hardness reached 312.4HV.
[0070] Through the high-temperature friction and wear testing machine, the test shows that the friction coefficient of the material is about 0.3. Compared with the material without adding solid lubricant, the friction coefficient can be improved.
[0071] The method for preparing iron-nickel-based high-temperature self-lubricating hot-working mold materials proposed by the present invention prepares high-strength sol...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
| friction coefficient | aaaaa | aaaaa |
| friction coefficient | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More