

Upright full-automatic argon arc welding process for bimetal composite pipes
A bimetallic composite pipe, argon arc welding technology, applied in metal processing equipment, welding equipment, arc welding equipment and other directions, to achieve the effect of improving welding quality and efficiency, reducing welding procedures and reducing production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
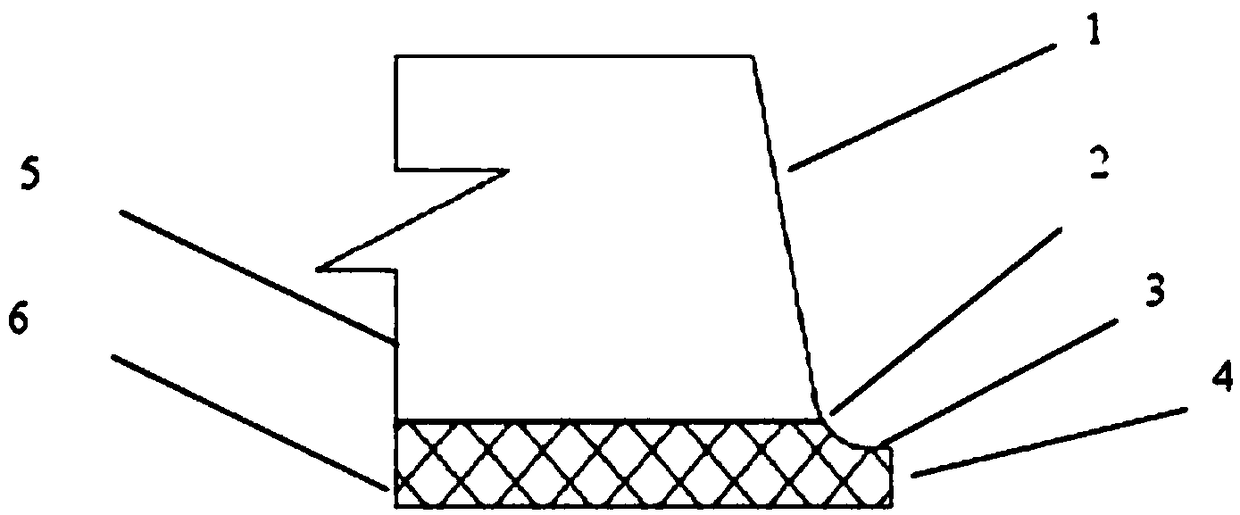
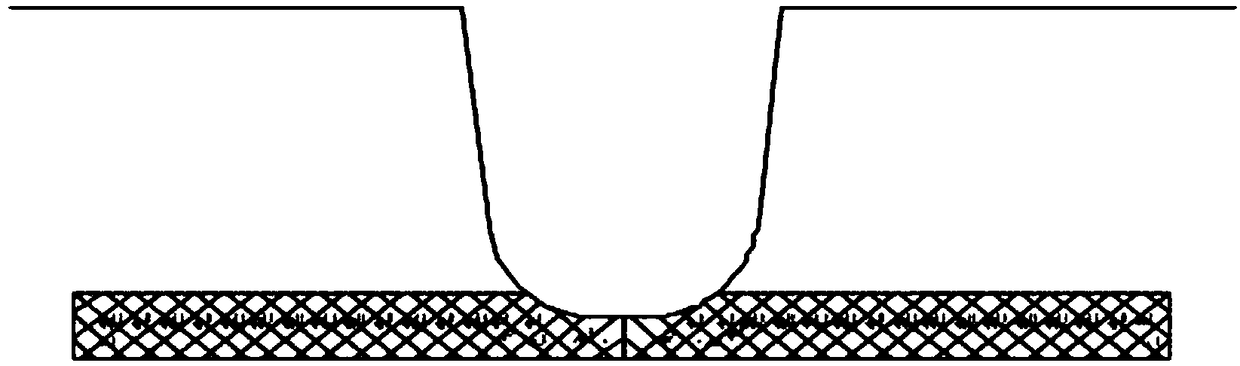
[0030] Such as figure 1 , figure 2 Shown, the present invention adopts following steps:
[0031] The first step, pre-welding preparation process:
[0032] Such as figure 1 As shown, ① use a beveling machine to prepare a bevel on the base pipe 5 of the bimetallic composite pipe, and machine the bevel to prepare the bevel; then, the bevel burrs are polished and acetone scrubbed; the bevel is a U-shaped bevel, and the bevel The mouth angle 1 is 12 degrees, the half width of the opening is 6mm, and the error is ±0.1mm; the transition arc 2 of the groove is a radius of 2.4mm; the transition arc 2 is tangent to the platform 3 on the blunt edge, and the size of the platform 3 on the blunt edge is: 0.8mm±0.1mm; the thickness of the blunt edge 4 of the groove is: 2mm, the error is ±0.1mm; the inner layer of the base pipe 5 of the bimetallic composite pipe is the corrosion-resistant alloy layer 6 of the bimetallic composite pipe;
[0033] ②Check to confirm that there are no defects...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More