

Corrugated electrode wire for electrical discharge machining and production method thereof
A technology of electrical discharge machining and corrugation, which is applied in the direction of electric processing equipment, electrode manufacturing, metal processing equipment, etc., can solve the problems of not being able to adapt to precision cutting and processing, and achieve the effects of easy industrial production, stable processing accuracy, and reduced resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0037] A method for preparing a corrugated electrode wire provided in this embodiment includes the following steps:
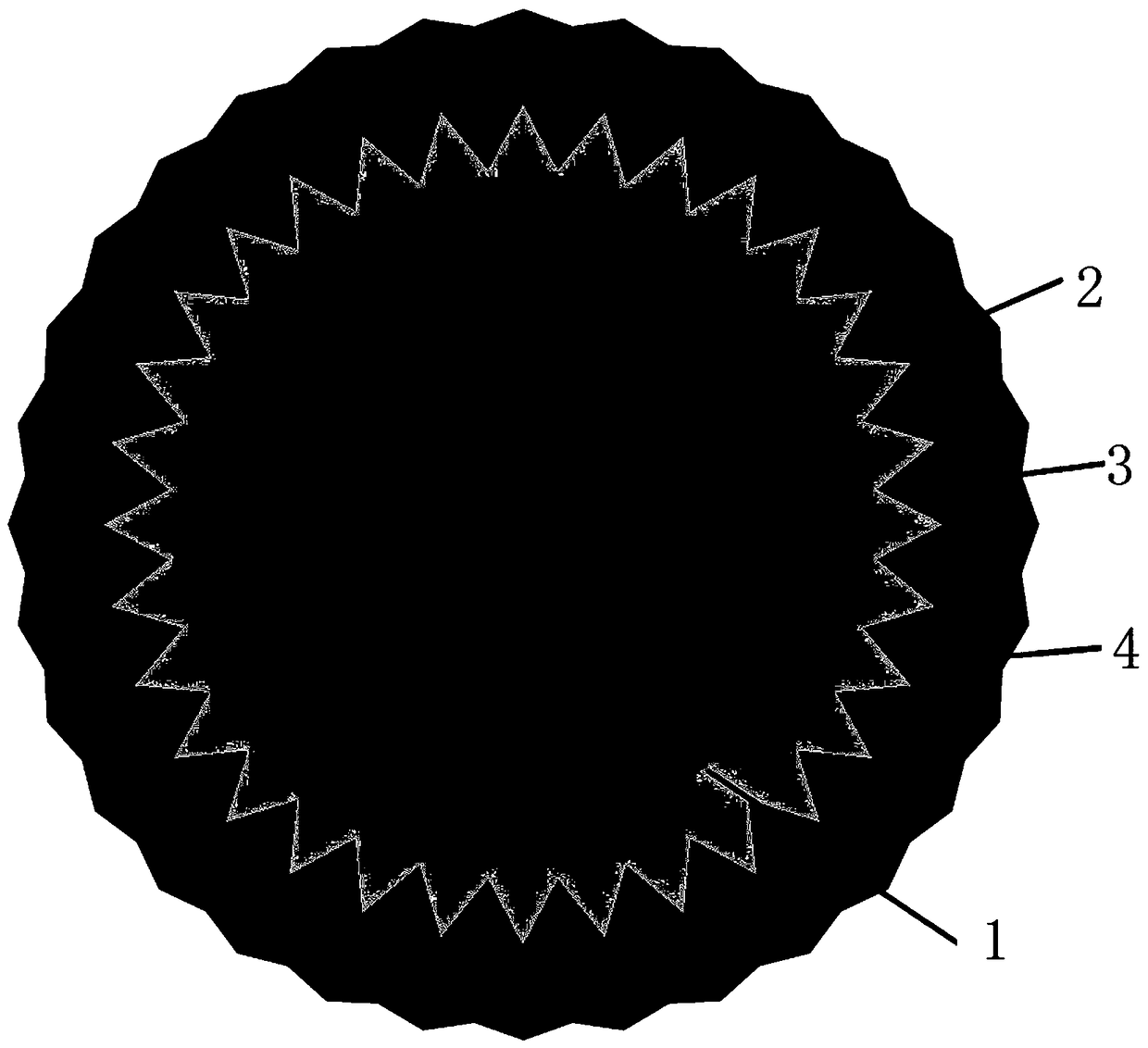
[0038] Step 1. Select corrugated stainless steel with a diameter of 0.5 mm as the core wire. After degreasing and cleaning, nickel, copper, and zinc coatings are sequentially deposited on the surface of the core material by adjusting the plating solution components, and obtained by adjusting the electroplating current, voltage and time. Nickel, copper and zinc coating thicknesses are 1μm, 5μm and 10μm respectively;
[0039] Step 2. Select the above-mentioned electroplating billet wire as the initial material, and pass through a resistance furnace with a temperature of 750°C and a length of 1m at 0.1m / s. At the same time, the power applied to this section of wire is 1KW. The wire is heated internally, while the electric heating is to heat the wire through the alloy wire's own resistance heating principle to obtain a three-layer structure blank wire with alternat...
Embodiment 2
[0043] A method for preparing a corrugated electrode wire provided in this embodiment includes the following steps:
[0044]Step 1. Select corrugated stainless steel with a diameter of 1mm as the core wire. After degreasing and cleaning, nickel, copper, and zinc coatings are sequentially deposited on the surface of the core material by adjusting the plating solution components, and nickel is obtained by adjusting the plating current, voltage and time. , Copper, zinc coating thicknesses are 2μm, 10μm and 10μm respectively;
[0045] Step 2. Select the above-mentioned electroplating billet wire as the initial material, and pass through a resistance furnace with a temperature of 750°C and a length of 1m at 0.1m / s. At the same time, the power applied to this section of wire is 1KW. The wire is heated internally, while the electric heating is to heat the wire through the alloy wire's own resistance heating principle to obtain a three-layer structure blank wire with alternating struc...
Embodiment 3
[0049] A method for preparing a corrugated electrode wire provided in this embodiment includes the following steps:
[0050] Step 1. Select corrugated stainless steel with a diameter of 1mm as the core wire. After degreasing and cleaning, nickel, copper, and zinc coatings are sequentially deposited on the surface of the core material by adjusting the plating solution components, and nickel is obtained by adjusting the plating current, voltage and time. , Copper, zinc coating thicknesses are 1μm, 5μm and 10μm respectively;
[0051] Step 2. Select the above-mentioned electroplating billet wire as the initial material, and pass through a resistance furnace with a temperature of 850°C and a length of 1m at 0.2m / s. At the same time, the power applied to this section of wire is 1KW. The wire is heated internally, while the electric heating is to heat the wire through the alloy wire's own resistance heating principle to obtain a three-layer structure blank wire with alternating struc...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More