

Hot-melt laminated decorative laminate
A technology of decorative layer and hot-melt layer, applied in the direction of lamination device, lamination, decoration, etc., can solve unsatisfactory problems such as unsatisfactory solutions, improve process economy, reduce solvent pollution emissions, high The effect of abrasion resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
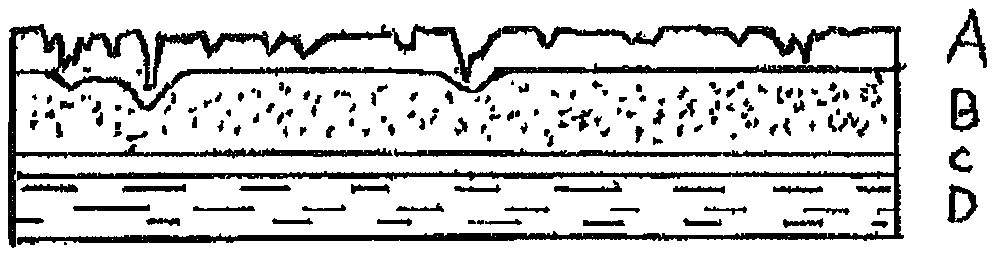
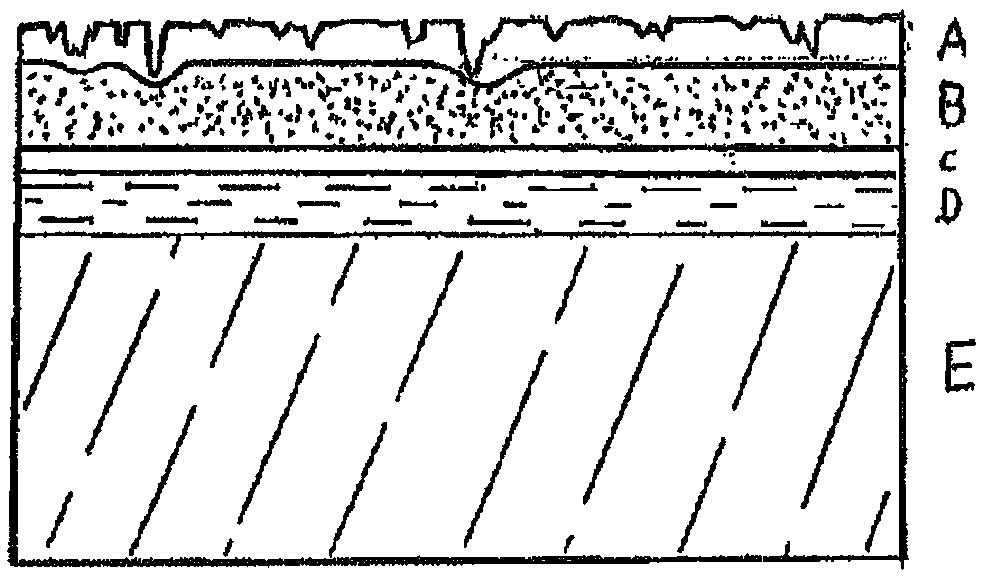
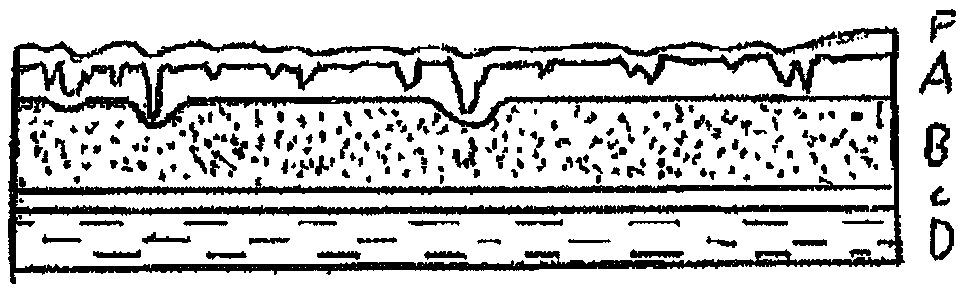
[0096] A structured decorative laminate with the following layer sequence was produced according to the method of the invention, wherein layers A, B and C were coextruded at 250°C, then still at 230°C and a linear load of 14.5kN / m (145N / cm) Immediately hot melt laminated with polypropylene layer D (with wood grain pattern printed on casein ink and provided with primer) with embossed plastic wood grain pattern on the visible side (mold engraved surface of embossing roll is rough Degree R Z is 120 μm), thus obtaining a structured decorative laminate according to the invention.
[0097] Layer A (50 μm) 95% by weight ionomer (DuPont’s 1706), 5% by weight of silicon dioxide with a particle size of 2-50 μm (95%);
[0098] Layer B (230 μm) 85% by weight ionomer (DuPont’s 1706) and 15% by weight of metallocene polyethylene;
[0099] Layer C (20 μm) maleic anhydride modified polyethylene as modified plastic for connection;
[0100] Layer D (120 μm including primer up to 10 μm) w...
Embodiment 3
[0116] In Example 3, the same sequence of layers ABC as in Example 1 was coextruded at 250°C and then immediately with the same Polypropylene layer D (with a wood grain pattern printed with casein ink and provided with a primer) was hot melt laminated. The resulting decorative laminate was cooled to room temperature and reheated in a subsequent step to 125°C, at which temperature the plastic wood was embossed using the same embossing roll as in Example 1 and under the same linear load. grain pattern to obtain a structured decorative laminate.
[0117] Determination of embossing depth index I after cooling P . For this purpose, the corresponding roughnesses of Example 1 of hot-melt embossing according to the present invention and Example 3 of subsequent embossing were measured at five matching points of embossing. Roughness and embossing depth index I even before holding at high temperature P Significant differences were also measurable (Table 2).
[0118] The structured d...
Embodiment 4
[0124] Surface roughness R of the decorative film having a layered structure showing Examples 1 and 3 Z and the surface roughness R of the embossing roller used Z Relatedly, on the one hand, the decorative film undergoes hot-melt embossing according to the route of Example 1, or uses the same embossing rollers to follow the route of Example 3 for subsequent embossing, and the embossing rollers respectively have wood grain Pattern ("Wood") or Leather Grain Pattern ("Leather"). Table 3 shows the imprint ratios obtained. Values obtained for subsequent embossing are always less than 75%, whereas values for hot-melt embossing reach more than 80%.
[0125] table 3:
[0126]
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More