Alloy steel forged steel round bar for heavy-duty gear and preparation method thereof
A technology of alloy steel and forging circles, which is applied in the field of alloy steel forging circles for heavy-duty gears and its preparation, can solve the problems of difficult control of smelting process, influence on alloy mechanical properties, unstable grain refinement effect, etc., and achieve mechanical Improve performance, improve hardenability, reduce the effect of small deformation rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0036] A method for preparing an alloy for heavy-duty gears, comprising the following steps:
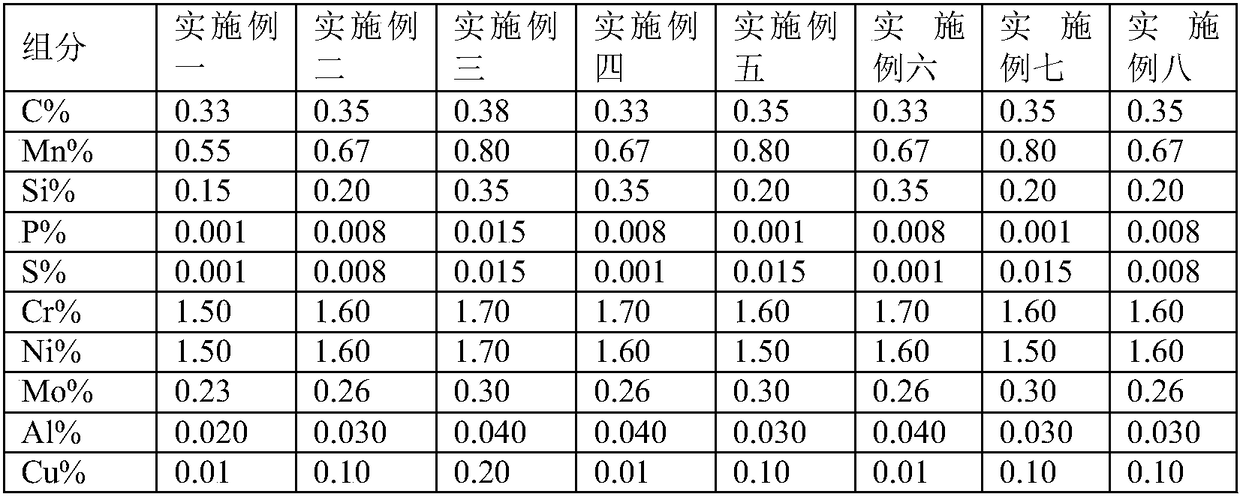
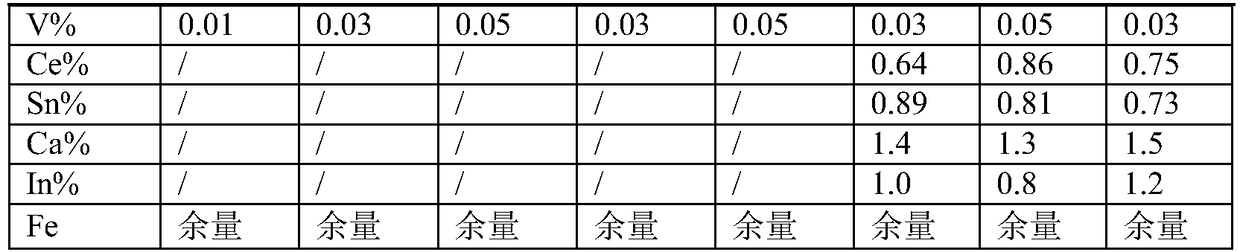
[0037] Step 1. Add steel containing C1.65-1.79%, Mn0.67-0.93%, P0.13-0.25%, S0.16-0.20% and A10.13-0.19% into the converter by mass fraction Carry out smelting, and then add artificial graphite, deoxidizer, copper-silicon alloy, chromium, nickel, molybdenum, aluminum, vanadium and other metal elements to the converter in sequence, and blow Ar from the bottom of the converter throughout the whole process to control the oxygen pressure ≥ 0.8Mpa, The end point of smelting is C0.56~0.64%, P≤0.016%, the temperature of molten iron reaches 1620~1645℃, and then the steel is tapped;
[0038] Step 2. The molten steel tapped in step 1 is transferred to the LF furnace for refining, and Ar is blown from the bottom of the LF furnace, and at the same time, lime, silicon carbide, calcium carbide and fluorite are added to the LF furnace for electrification and slagging. The 6-level voltage is used t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More