

Preparation method of composite metal alloy coating layer and spraying equipment
A technology of composite metal and coating layer, applied in the field of surface engineering, can solve the problems of poor adhesion of stainless steel powder, easy falling off of coating, environmental pollution, etc., and achieve the effect of increasing practicability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0037] In order to make the technical problems solved by the present invention, the technical solutions adopted and the technical effects achieved clearer, the technical solutions of the present invention will be further described below in conjunction with the accompanying drawings and through specific implementation methods. It should be understood that the specific embodiments described here are only used to explain the present invention, but not to limit the present invention. In addition, it should be noted that, for the convenience of description, only the parts related to the present invention are shown in the drawings but not all of them.
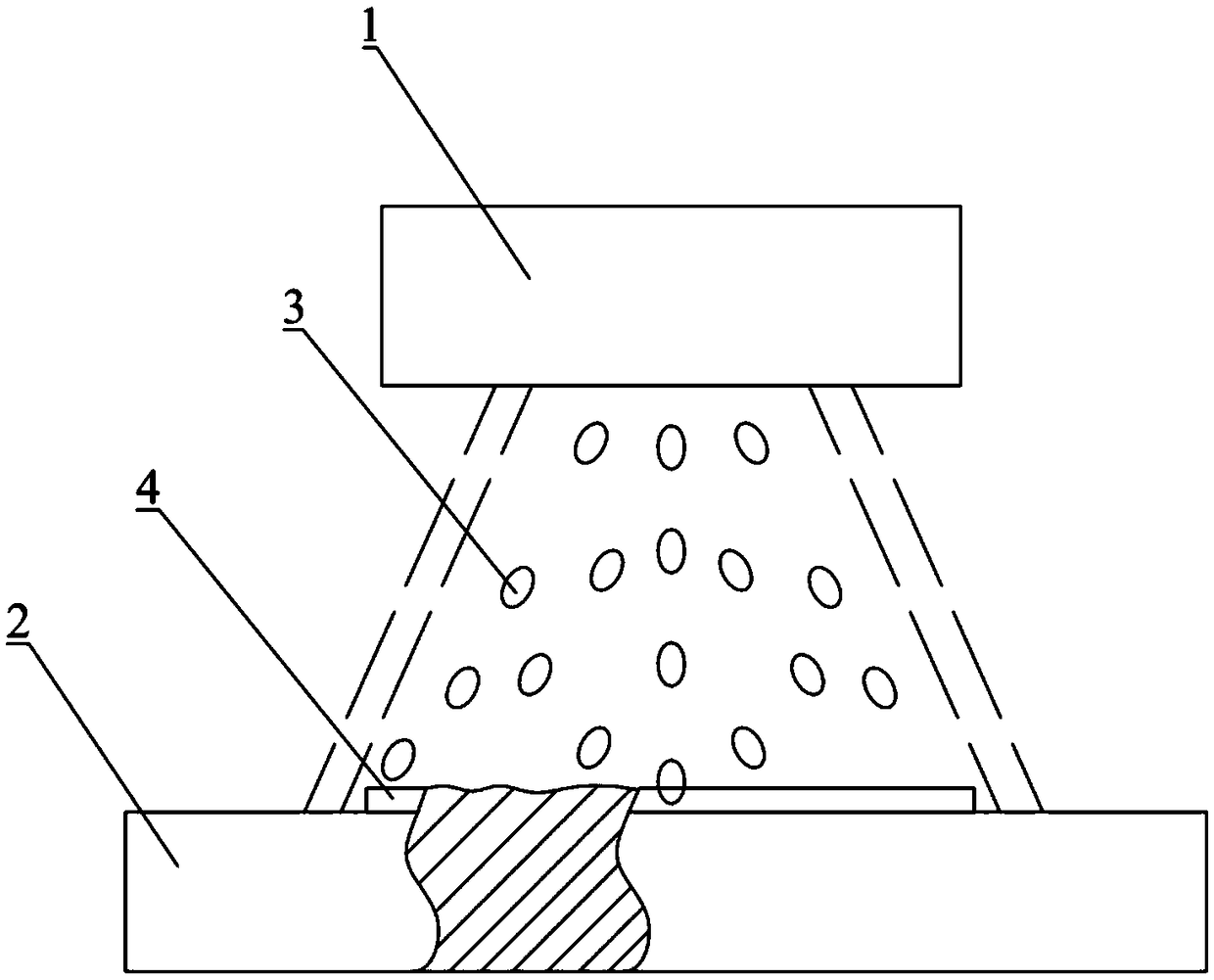
[0038] At present, the surface engineering technology includes vacuum coating, vacuum sputtering and vacuum electroplating, etc., and the technology of coating stainless steel powder on the substrate as a coating. The above three methods have the disadvantages of easy peeling off of the coating, high requirements on the target materia...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More