

Preparation method for metal-doped modified turbine blade laser cladding surface coating layer
A laser cladding and turbine blade technology, applied in metal material coating process, coating and other directions, can solve the problems of matching between repair layer and substrate, high production cost, poor technical practicability, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0038] Metal-doped modified laser cladding coatings were prepared on 17-4PH stainless steel using a coaxial powder-feeding fiber laser device.
[0039] In this example, the weight ratio of the Mo alloy powder doped in the laser cladding powder to the 17-4PH powder is 1:99, and the specific ratio of the composite powder is 1.0% Mo, 15.0% Cr, 4.0% Ni, 3.1% Cu, 0.24 %Nb, 0.04%C, 1.0%Si, 0.4%Mn, 0.025%S, 0.03%P, 75.17%Fe. The composite powder was mixed by a ball mill for 60 minutes, and then dried at 150°C for 3 hours for use. During laser cladding, the laser power is 1200W, the scanning speed is 600mm / min, the powder feeding pressure is 0.3MPa, the powder feeding voltage is 20V, the Ar pressure is 0.05MPa, the overlap rate is 33.3%; the laser cladding layer is 1 layer, and the final thickness of the coating is 320μm.
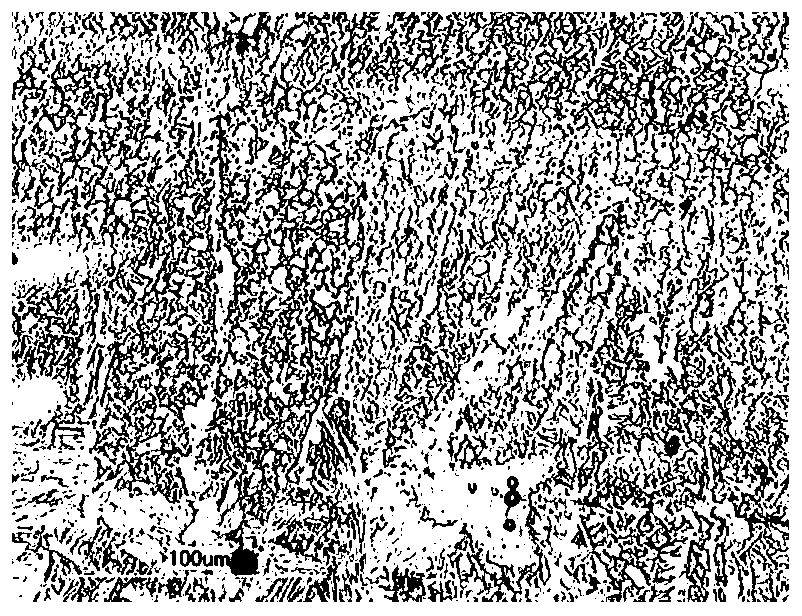
[0040] The prepared coating has uniform structure and good compactness. The metallographic structure is a mixed double structure of dendritic martensite and auste...
Embodiment 2
[0042] Metal-doped modified laser cladding coatings were prepared on 17-4PH stainless steel using a coaxial powder-feeding fiber laser device.
[0043] In this example, the weight ratio of the Mo alloy powder doped in the laser cladding powder to the 17-4PH powder is 2:98, and the specific ratio of the composite powder is 2.0% Mo, 15.9% Cr, 3.5% Ni, 2.8% Cu, 0.15 %Nb, 0.04%C, 0.8%Si, 0.5%Mn, 0.028%S, 0.025%P, 74.26%Fe. The composite powder was mixed by a ball mill for 60 minutes, and then dried at 150°C for 5 hours for use; during laser cladding, the laser power was 1350W, the scanning speed was 700mm / min, the powder feeding pressure was 0.3MPa, the powder feeding voltage was 20V, the Ar pressure was 0.05MPa, and the lap rate 66.7%; 1 layer of laser cladding, the final thickness of the coating is 390 μm.
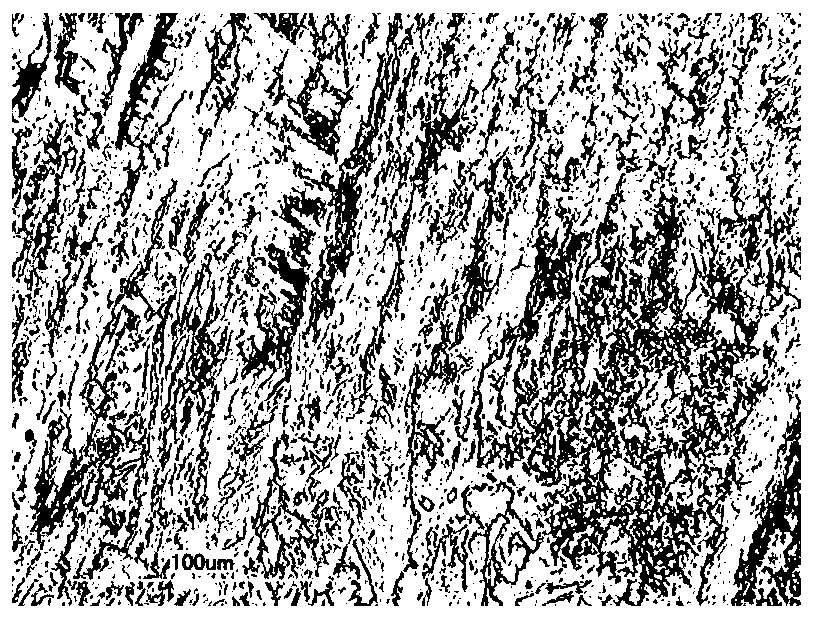
[0044] The prepared coating has uniform structure and good compactness. The metallographic structure is a mixed double structure of dendritic martensite and austenite, and ...
Embodiment 3
[0046] Metal-doped modified laser cladding coatings were prepared on 17-4PH stainless steel using a coaxial powder-feeding fiber laser device.
[0047] In this example, the weight ratio of the Mo alloy powder doped in the laser cladding powder to the 17-4PH powder is 4:96, and the specific ratio of the composite powder is 4.0% Mo, 15.3% Cr, 4.5% Ni, 3.5% Cu, 0.32 %Nb, 0.03%C, 0.6%Si, 0.5%Mn, 0.029%S, 0.027%P, 71.20%Fe. The composite powder was mixed by a ball mill for 120 minutes, and then dried at 150°C for 3 hours for use; during laser cladding, the laser power was 1500W, the scanning speed was 800mm / min, the powder feeding pressure was 0.3MPa, the powder feeding voltage was 20V, and the Ar pressure was 0.05MPa. 50.0%; 3 layers of laser cladding, the final thickness of the coating is 830 μm.
[0048] The prepared coating has uniform structure and good compactness. The metallographic structure is a mixed double structure of dendritic martensite and austenite, and the lath ma...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More