Novel powder metallurgy production process of high-performance automobile synchronizer gear ring
A synchronizer gear ring and powder metallurgy technology, which is applied in the field of new powder metallurgy production technology of high-performance automobile synchronizer gear ring, can solve the problems of high manufacturing cost, low material utilization rate, complex machining process, etc., and achieve low cost , low scrap rate, and the effect of improving product precision
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
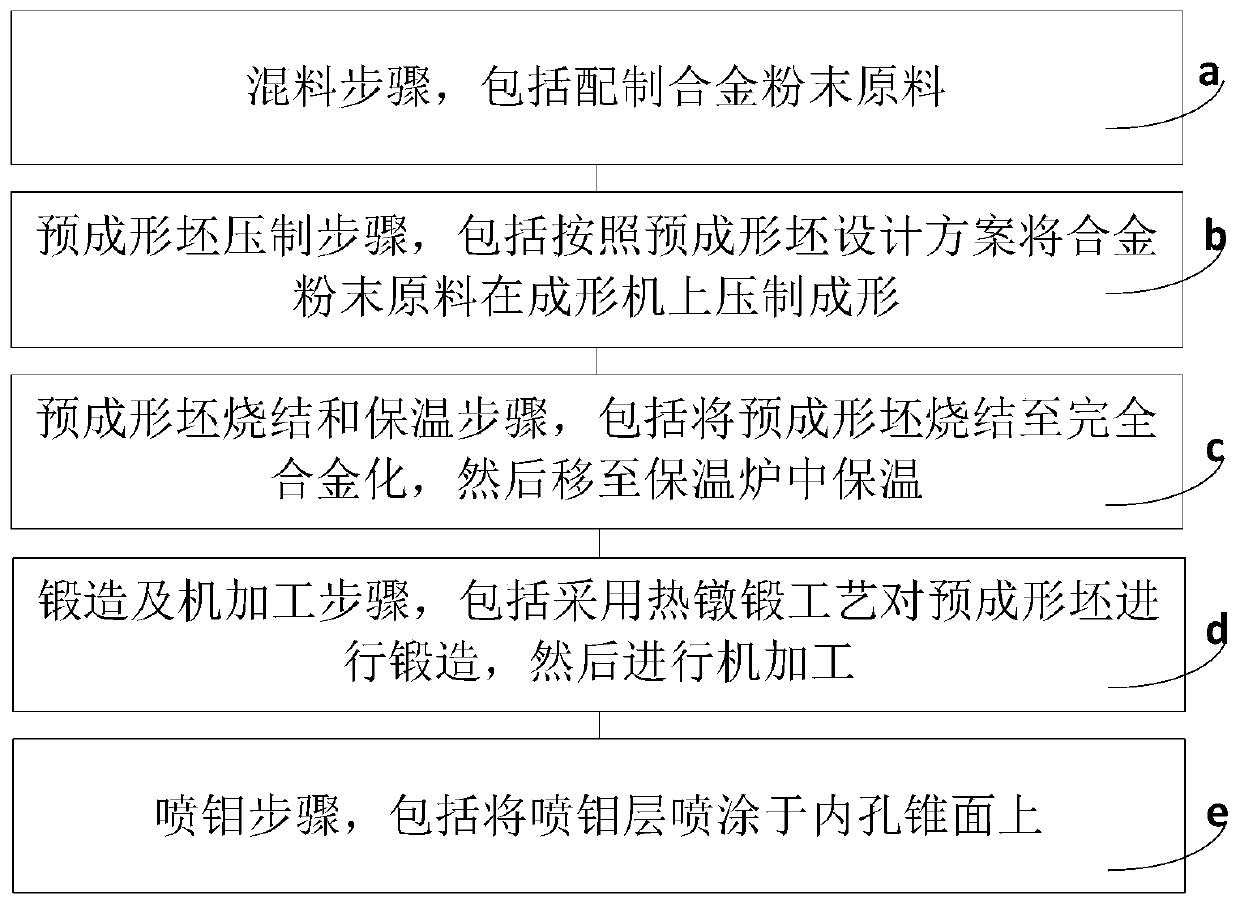
[0044] 1. Select the domestic water atomized AISI4600 low-alloy steel powder with good cost performance and good pressing, sintering and forging process performance as the alloy powder raw material, and mix it evenly.
[0045] 2. Using the simple shape preform design scheme, the alloy powder is pressed and formed on the forming machine, and the forming density is 6g / cm 3 , The quality deviation is controlled at ±0.5%.
[0046] 3. Sinter the preform at 1100°C in a non-oxidizing environment until it is completely alloyed, and then move the sintered body into a holding furnace at 1000°C in a non-oxidizing atmosphere for heat preservation.
[0047] 4. Quickly move the preform to the forging die which has been preheated at 250°C. The exposure time in the air is controlled within 5 seconds. The forging temperature is 910°C. After the forging is released from the mold, it is slowly cooled in a sandbox. It is then machined using a CNC machine.
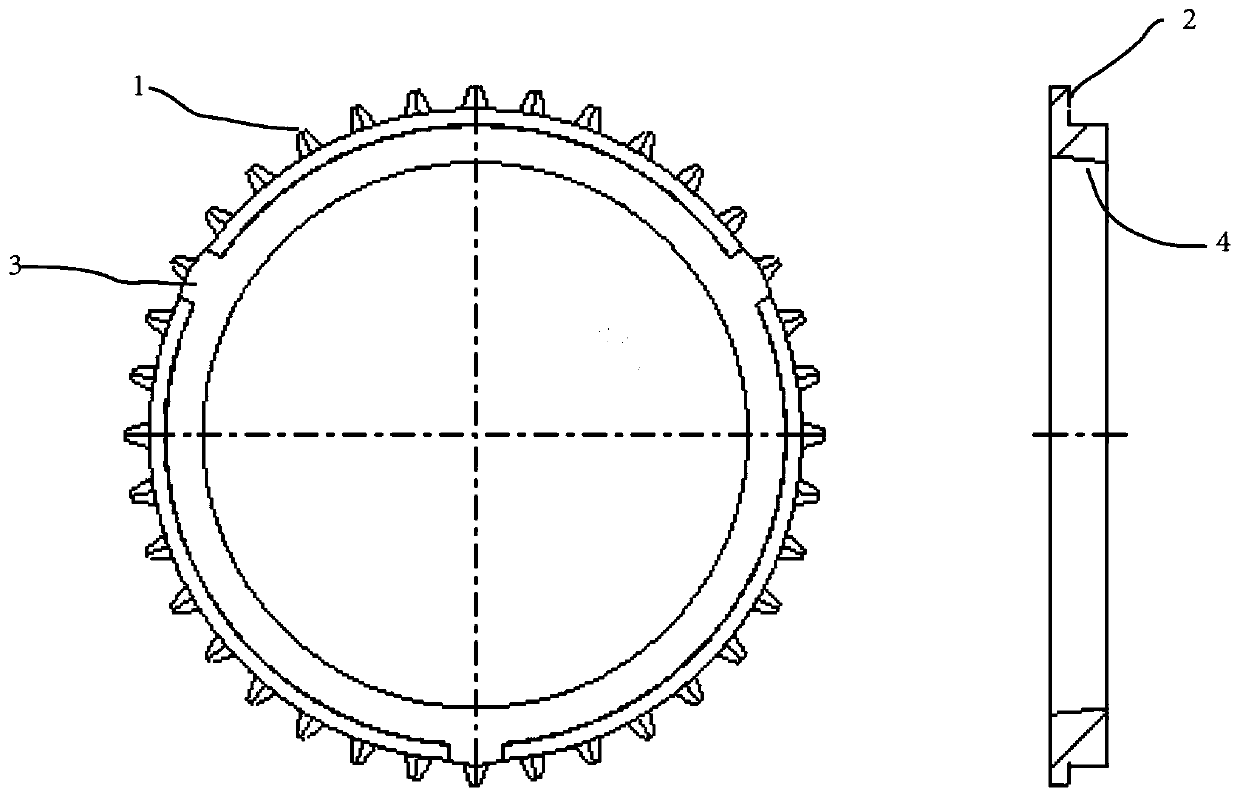
[0048] 5. Spray the molybdenum spray ...
Embodiment 2
[0050] 1. Select the domestic water atomized AISI4600 low-alloy steel powder with good cost performance and good pressing, sintering and forging process performance as the alloy powder raw material, and mix it evenly.
[0051] 2. Using the simple shape preform design scheme, the alloy powder is pressed and formed on the forming machine, and the forming density is 7g / cm 3 , The quality deviation is controlled at ±0.5%.
[0052] 3. The preform is sintered at 1130°C in a non-oxidizing environment until it is completely alloyed, and then the sintered body is moved into a holding furnace at 1000°C in a non-oxidizing atmosphere for heat preservation.
[0053] 4. Quickly move the preform to the preheated forging die at 260°C. The exposure time in the air is controlled within 5 seconds. The forging temperature is 950°C. After the forging is released from the mold, it is slowly cooled in a sandbox. It is then machined using a CNC machine.
[0054] 5. Spray the molybdenum spray layer ...
Embodiment 3
[0056] 1. Select the domestic water atomized AISI4600 low-alloy steel powder with good cost performance and good pressing, sintering and forging process performance as the alloy powder raw material, and mix it evenly.
[0057] 2. Using the simple shape preform design scheme, the alloy powder is pressed and formed on the forming machine, and the forming density is 6.5g / cm 3 , The quality deviation is controlled at ±0.5%.
[0058] 3. The preform is sintered at 1120°C in a non-oxidizing environment until it is completely alloyed, and then the sintered body is moved into a holding furnace at 1000°C in a non-oxidizing atmosphere for heat preservation.
[0059] 4. Quickly move the preform to the forging die that has been preheated at 300°C. The exposure time in the air is controlled within 5 seconds. The forging temperature is 900°C. After the forging is released from the mold, it is slowly cooled in a sand box. It is then machined using a CNC machine.
[0060] 5. Spray the molybd...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More