

Ellipsoid air pressure forming method based on electric current self-resistance heating
An air pressure and ellipsoid technology, which is applied to non-electric welding equipment, arc welding equipment, metal processing equipment, etc., can solve the problems of difficulty in realizing large-scale heating furnace without mold pressure forming, high technical risks, and high equipment cost, and is conducive to high efficiency. and uniform heating, optimized layout, improved formability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
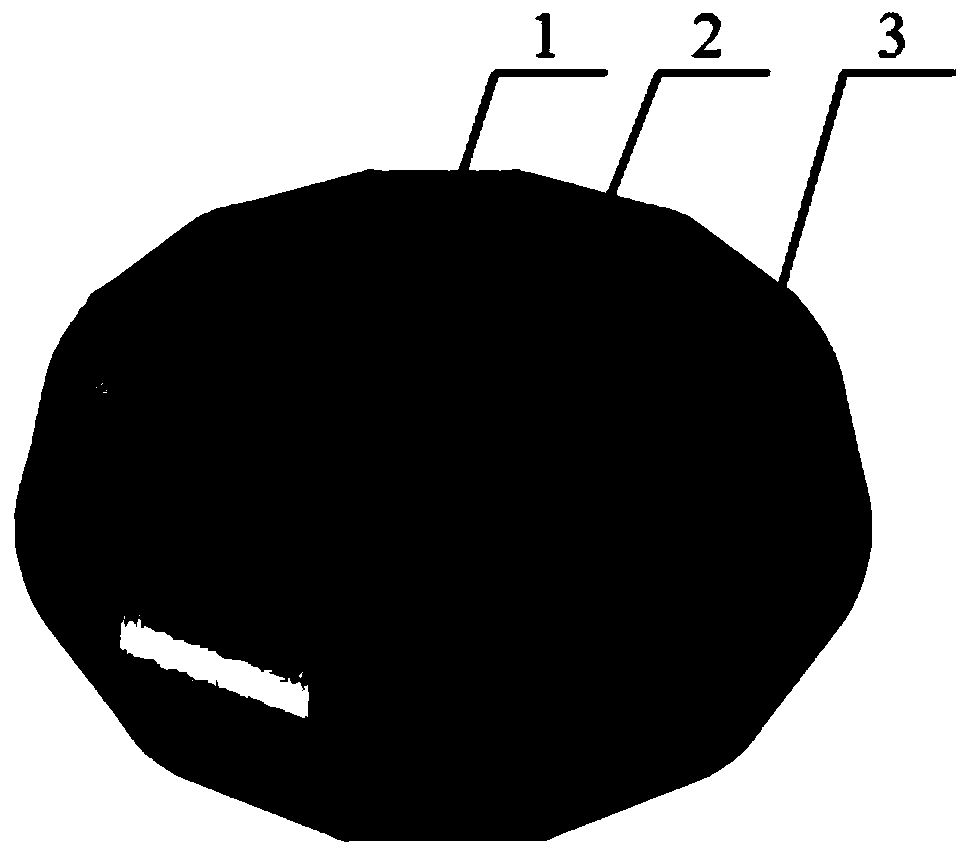
[0034] figure 1 It is a schematic diagram of the closed polyhedral shell structure of the embodiment of the present invention, such as figure 1 As shown, this embodiment provides an aluminum alloy ellipsoid air pressure forming method based on current self-resistance heating. The closed multi-faced shell is assembled and welded by current self-resistance heating plate 1 and ellipsoid side shell plate 2. Welds 3 are formed between the shell plates of the two ellipsoidal side petals to improve the plasticity of the aluminum alloy and the welded joints, and the multi-faced shell is formed into an ellipsoid by pressurizing the multi-faceted shell at high temperature.
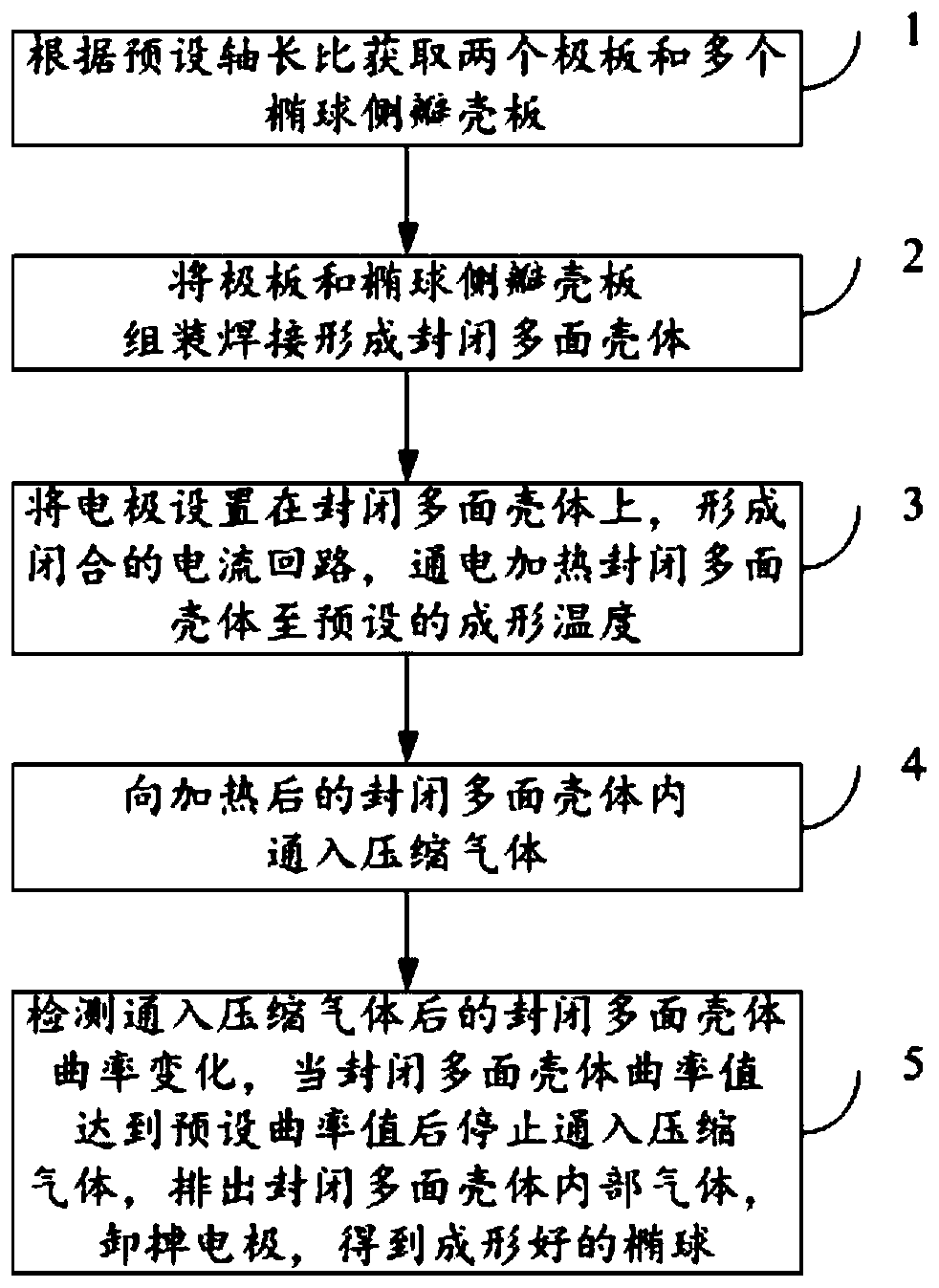
[0035] figure 2 It is a flow chart of the method for forming an ellipsoid by air pressure in an embodiment of the present invention, as figure 2 Shown, the ellipsoid air pressure forming method provided by the invention, concrete steps are as follows:
[0036] Step 1. Obtain two polar plates and multiple ellips...
Embodiment 2
[0052] combine Figure 1-5 To illustrate, this embodiment provides a method for air pressure forming of an aluminum alloy ellipsoid based on current self-resistance heating. It does not use a heating furnace, and the multi-faceted shell is heated by current self-resistance to improve the plasticity of the aluminum alloy and the welded joint. Pressing shapes the faceted shell into an ellipsoid. Among them, the material of the pole plate and the ellipsoid side shell plate is 2219 aluminum alloy plate with a thickness of 8.0mm; the diameter of the major axis of the ellipsoid is 3350mm, and the axial length ratio is 1.4. The ellipsoid air pressure forming method that the present embodiment provides, concrete steps are as follows:
[0053] Step 1: Obtain two polar plates 1 and multiple ellipsoid side valve shell plates 2 according to the preset axial length ratio.
[0054] According to the axial length ratio of 1.4, two polar plates and multiple ellipsoidal side lobes are obtaine...
Embodiment 3
[0064] combine Figure 1-5 To illustrate, this embodiment provides a method for air pressure forming of an aluminum alloy ellipsoid based on current self-resistance heating. The multi-face shell is heated by current self-resistance to improve the plasticity of the aluminum alloy and the welded joint. At high temperature, compressed gas is used to pressurize the multi-face shell The body is shaped like an ellipsoid. Among them, the material of the pole plate and the ellipsoid side shell plate is 6061 aluminum alloy plate with a thickness of 8.0mm; the diameter of the major axis of the ellipsoid is 5500mm, and the axial length ratio is 1.4. Different from the second embodiment, this embodiment optimizes the arrangement of electrodes in the central region of the side lobe (equatorial zone) and the pole plate, forming multiple closed current loops, and achieving efficient and uniform heating of the closed multi-faceted shell. Ellipsoid air pressure forming method provided by the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More