Carbon steel plate for seal head of middle and low temperature pressure vessel and manufacture method thereof
A technology for pressure vessels and manufacturing methods, which is applied in the field of steel plate manufacturing, can solve problems such as performance deterioration and coarse grains, and achieve the effects of good mechanical properties, low surface Brinell hardness, and low carbon equivalent
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
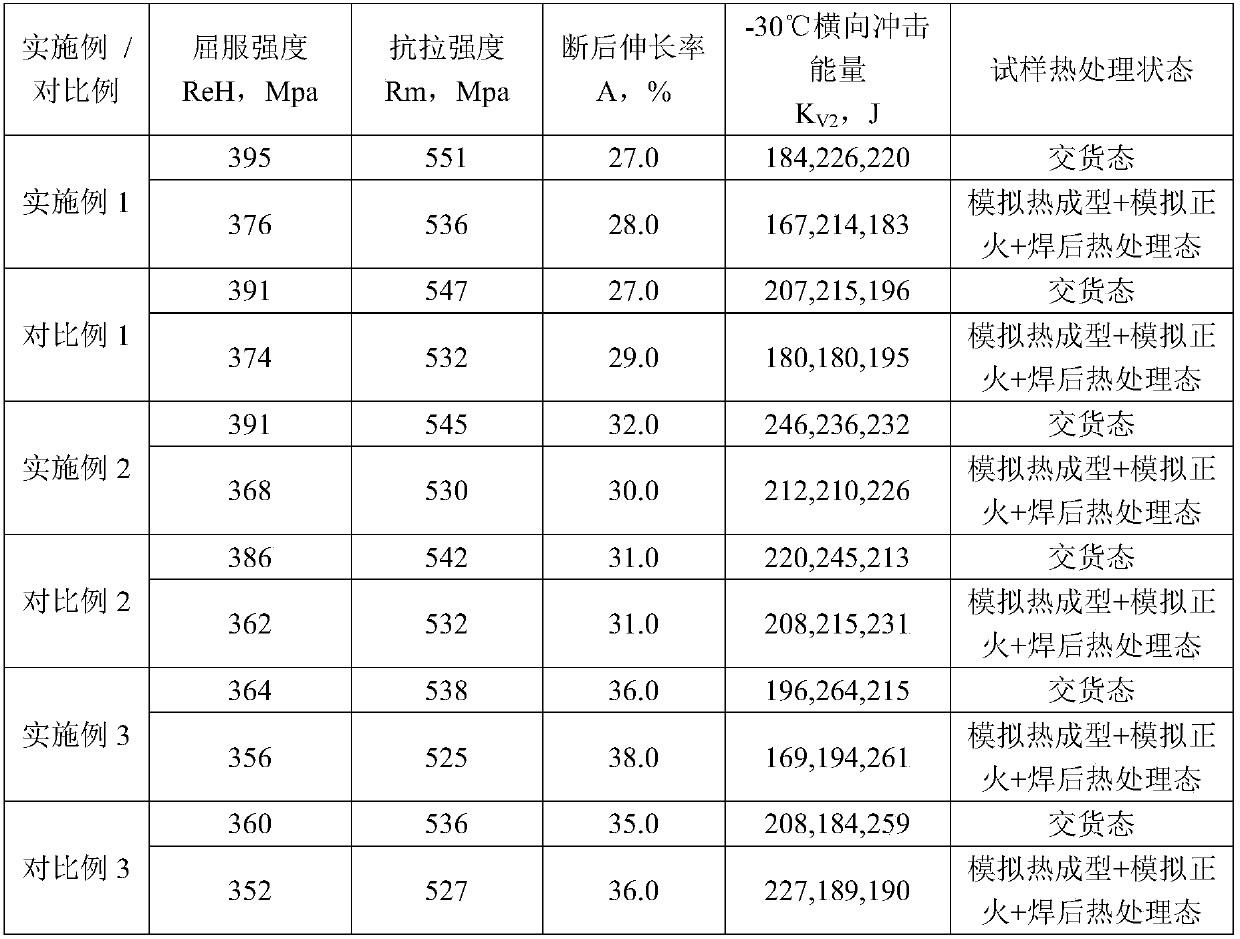
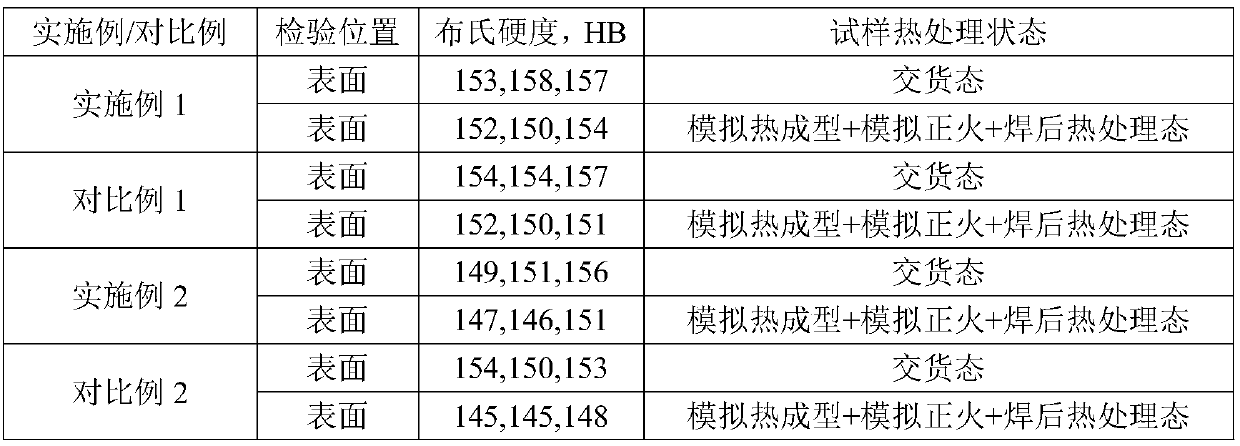
Embodiment 1
[0030] The thickness of the steel plate in this embodiment is 10mm, and its chemical composition is calculated by weight percentage: its chemical composition is calculated by weight percentage: C: 0.17%, Si: 0.36%, Mn: 1.25%, P: 0.006%, S: 0.001 %, Al: 0.035%, Nb: 0.018%, Ti: 0.012%, Ni: 0.22%, Cu: 0.20%, Ni / Cu; 1.1, the balance is Fe and unavoidable impurity elements, carbon equivalent Ceq: 0.424% , the manufacturing process of the steel plate is as follows:
[0031] The continuous casting slab with a section of 150mm is used as the billet. The main production process includes smelting process, heating process and rolling process. The rolling process adopts the normalizing rolling process. The specific operation of the main process is as follows:
[0032] 1) Smelting process
[0033] Smelting raw materials are sequentially subjected to KR molten iron pretreatment, converter smelting, LF refining, RH vacuum degassing treatment and slab continuous casting process. Slagging tr...
Embodiment 2
[0040] The thickness of the steel plate in this embodiment is 25mm, and its chemical composition is calculated by weight percentage: its chemical composition is calculated by weight percentage: C: 0.16%, Si: 0.36%, Mn: 1.28%, P: 0.007%, S: 0.001 %, Al: 0.030%, Nb: 0.016%, Ti: 0.015%, Ni: 0.26%, Cu: 0.22%, Ni / Cu; 1.18, the balance is Fe and unavoidable impurity elements, carbon equivalent Ceq: 0.425% , the manufacturing process of the steel plate is as follows:
[0041] The continuous casting slab with a section of 150mm is used as the billet. The main production process includes smelting process, heating process and rolling process. The rolling process adopts the normalizing rolling process. The specific operation of the main process is as follows:
[0042] 3) Smelting process
[0043] Smelting raw materials are sequentially subjected to KR molten iron pretreatment, converter smelting, LF refining, RH vacuum degassing treatment and slab continuous casting process. Slagging t...
Embodiment 3
[0050] The thickness of the steel plate in this embodiment is 40mm, and its chemical composition is calculated by weight percentage: its chemical composition is calculated by weight percentage: C: 0.17%, Si: 0.36%, Mn: 1.24%, P: 0.007%, S: 0.001 %, Al: 0.036%, Nb: 0.016%, Ti: 0.015%, Ni: 0.25%, Cu: 0.20%, Ni / Cu; 1.25, the balance is Fe and unavoidable impurity elements, carbon equivalent Ceq: 0.427% , the manufacturing process of the steel plate is as follows:
[0051] The continuous casting slab with a section of 150mm is used as the billet. The main production process includes smelting process, heating process and rolling process. The rolling process adopts the normalizing rolling process. The specific operation of the main process is as follows:
[0052] 5) Smelting process
[0053] Smelting raw materials are sequentially subjected to KR molten iron pretreatment, converter smelting, LF refining, RH vacuum degassing treatment and slab continuous casting process. Slagging t...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More