

Low-carbon steel coil plate for oil filter thread cover plate and manufacturing method thereof
A technology of oil filter and threaded cover plate, which is applied in the field of metal material manufacturing, can solve the problems of burrs, non-conformity, uneven wall thickness reduction and other problems in turning threads, so as to improve material strength and reaming flanging performance , good stamping performance and surface quality, and the effect of increasing directional performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0050] This embodiment produces a low-carbon steel coil plate with a thickness of 3.5mm for the threaded cover plate of an oil filter, which is used to manufacture a high-performance threaded cover plate for an oil filter with a pressure of 2.1 MPa. The low-carbon steel coil plate :
[0051] S1, through converter smelting, RH furnace refining, continuous casting into the slab described in component number 1;
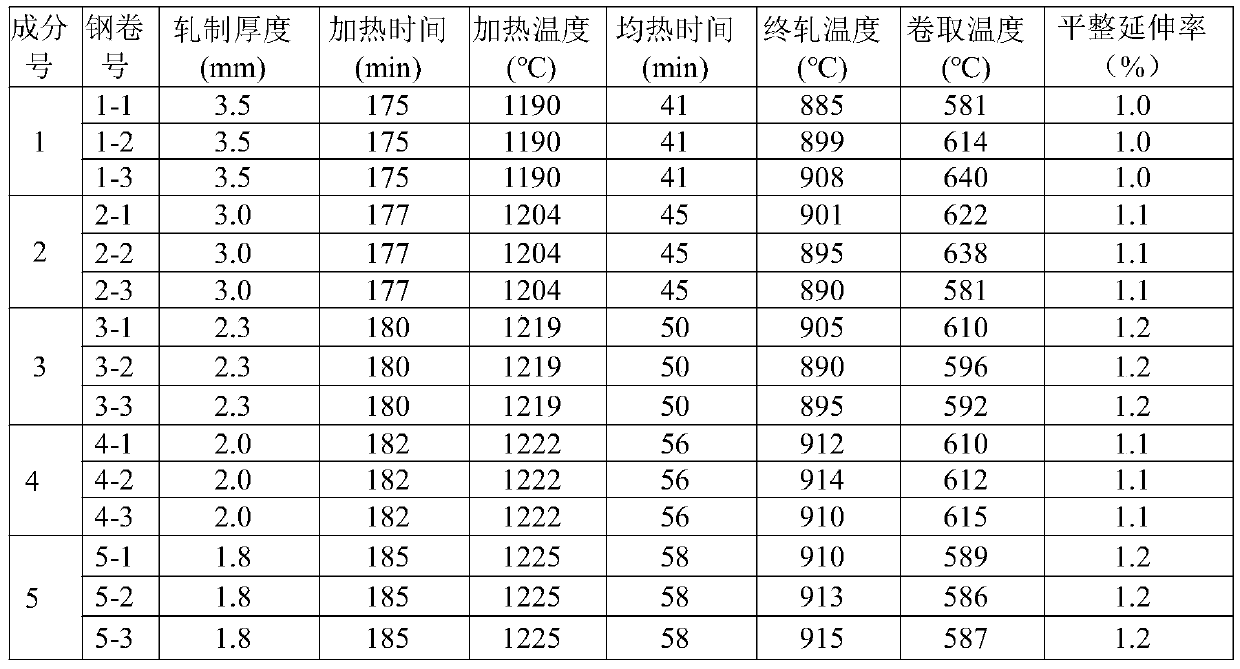
[0052] S2, hot rolling: Divide the slab with component number 1 into three pieces for heating, mark the steel coil numbers as 1-1, 1-2, 1-3, target hot rolling thickness of 3.5mm, and pass the billet for 175min Heating time, heating temperature 1190°C, soaking time 41min, rough rolling, finish rolling to obtain hot-rolled sheet, final rolling temperature 885°C ~ 908°C, then laminar cooling of the hot-rolled sheet, coiled into hot rolled sheet after cooling Rolled coil, the coiling temperature is 581~640℃, and it is hot-rolled and smoothed, and the flattening elongation ...
Embodiment 2
[0055] This embodiment produces a low-carbon steel coil with a thickness of 3.0mm for the threaded cover of an oil filter, which is used to manufacture a high-performance threaded cover for an oil filter with a pressure of 2.0 MPa. The low-carbon steel coil :
[0056] S1, through converter smelting, RH furnace refining, continuous casting into the slab described in component number 2;
[0057] S2, hot rolling: Divide the slab with component number 2 into three pieces for heating, mark the steel coil numbers as 2-1, 2-2, 2-3, target hot rolling thickness of 3.0mm, and pass the billet for 177min Heating time, heating temperature 1204°C, soaking time 45min, rough rolling, finish rolling to obtain hot-rolled sheet, final rolling temperature 890°C ~ 901°C, then laminar cooling of the hot-rolled sheet, coiled into hot rolled sheet after cooling Rolled coil, the coiling temperature is 581 ~ 638 ℃, and it is hot-rolled and flattened, and the flattening elongation is 1.1%;
[0058] S...
Embodiment 3
[0060] This embodiment produces a low-carbon steel coil plate with a thickness of 2.3mm for the threaded cover plate of an oil filter, which is used to manufacture a high-performance threaded cover plate for an oil filter with a pressure of 1.9MPa. The low-carbon steel coil plate :
[0061] S1, through converter smelting, RH furnace refining, continuous casting into the slab described in component number 3;
[0062] S2, hot rolling: Divide the slab with component number 3 into three pieces for heating, mark the steel coil numbers as 3-1, 3-2, 3-3, target hot rolling thickness of 2.3mm, and pass the billet for 180min Heating time, heating temperature 1219°C, soaking time 50min, rough rolling, finish rolling to obtain hot-rolled sheet, final rolling temperature 890°C-905°C, then laminar cooling of the hot-rolled sheet, coiled into hot rolled sheet after cooling Rolled coil, the coiling temperature is 592~610℃, and it is hot-rolled and smoothed, and the flattening elongation is ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More