

Ultra-precision machining method of cerium lanthanum alloy
A technology of ultra-precision machining and cerium-lanthanum alloy, which is applied in the field of ultra-precision machining of cerium-lanthanum alloy, can solve problems such as difficulty in meeting ultra-precision machining requirements of cerium-lanthanum alloy, affecting surface machining accuracy, and difficulty in stable cutting, so as to improve the cutting surface. The effect of quality, improving machining accuracy and stable machining process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
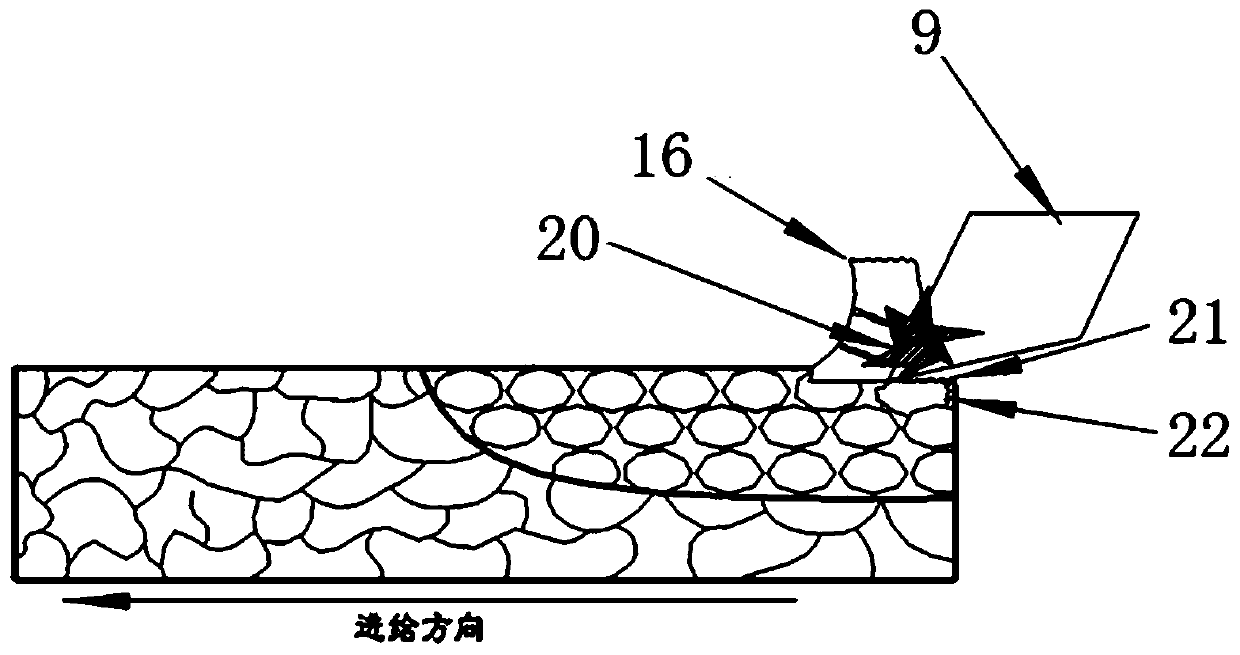
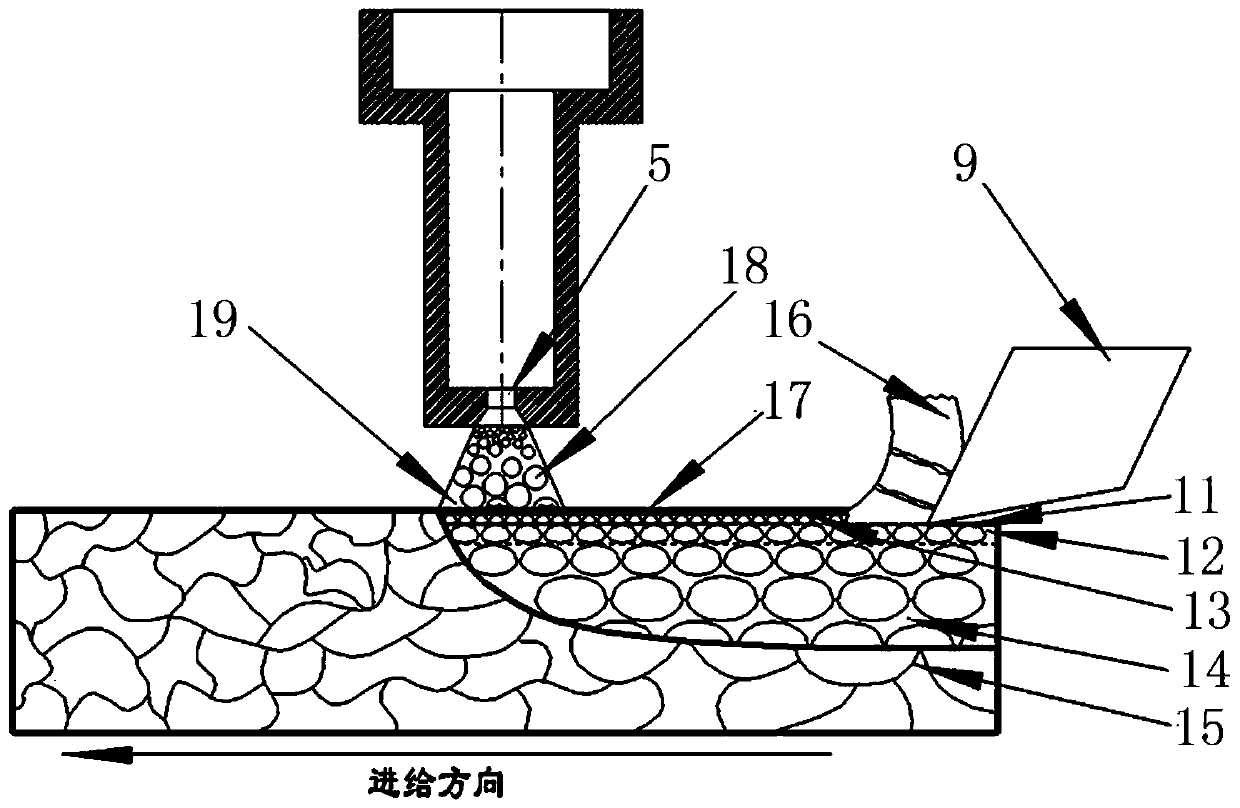
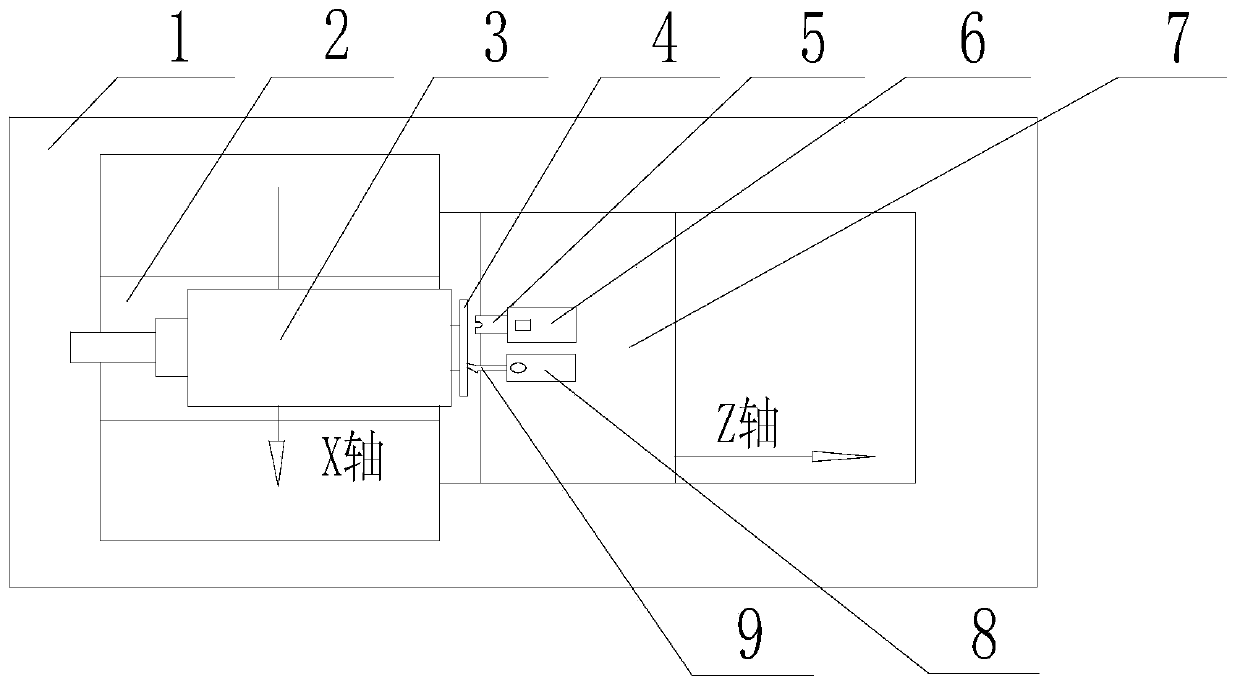
[0033] Such as figure 2 , image 3 As shown, an ultra-precision machining method of a cerium-lanthanum alloy of the present invention, the thickness of the cerium-lanthanum alloy used in this embodiment is about 5mm flake sample. The chemical properties of the cerium-lanthanum alloy are active, and the surface is easily oxidized. This example does not provide any anti-oxidation protection, so the surface of the sample has produced an oxide layer before processing. Moreover, the cerium-lanthanum alloy has not been subjected to any special treatment before processing, and its crystal grains are coarse, on the order of 200 μm. Select a cavitation jet system consisting of a water storage tank, feed pump, pressure regulating valve, cavitation container, nozzle, etc. to perform step 1). Select a three-axis ultra-precision single-point diamond lathe to perform step 2). Before processing, the equipment should be transformed so that it can meet the technological scheme provided by ...
Embodiment 2
[0040] This embodiment is based on embodiment 1, and the difference with embodiment 1 is:
[0041] The cavitation jet process parameters are selected from the parameter range provided by the patent of the present invention, specifically: the nozzle diameter is 2.5mm, the outlet flow area pressure is 30MPa, the nozzle moving speed is 6mm / min, the target distance is 15mm; the cutting depth is 1um, the spindle The rotational speed is 450rpm, and the feed rate is 6mm / min.
Embodiment 3
[0043] This embodiment is based on embodiment 1, and the difference with embodiment 1 is:
[0044]The cavitation jet process parameters are selected from the parameter range provided by the patent of the present invention, specifically: the diameter of the nozzle is 1.5mm, the pressure of the outlet flow area is 20MPa, the moving speed of the nozzle is 1mm / min, the target distance is 12mm, the cutting depth is 5um, the spindle The rotational speed is 450rpm, and the feed rate is 1mm / min.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More