

Femtosecond laser precision removal method for thermal barrier coating of turbine blade
A thermal barrier coating, femtosecond laser technology, applied in laser welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of thermal barrier coating failure, damage, high cost, etc., and achieve the effect of high-precision removal
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
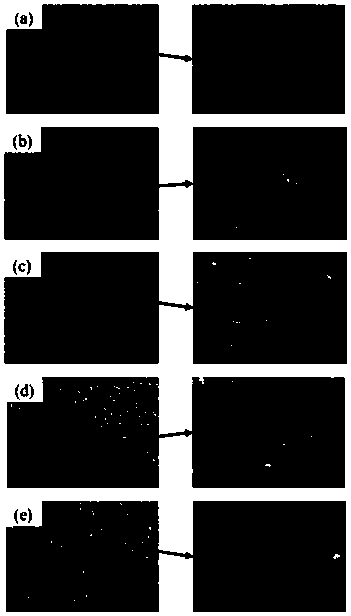
[0049] This embodiment mainly studies the influence law of laser power, and the specific process is:
[0050] The first step, before processing the workpiece, install the workpiece to be processed on the workbench, and set the parameters of the laser, among which, the wavelength is 1064nm, the pulse width is 290fs, the repetition frequency is 1000kHz, and the laser working power is 5, 10W, 15W, 20W;
[0051] The second step is to use CAD software to set the processing path, and use the laser marking control software to set specific processing conditions, where the spot diameter is 30 μm, the scanning speed is 1000 mm / s, the number of scanning times is 10, and the scanning line spacing is 0.04mm;
[0052] In the third step, when the processing starts, the ultrashort pulse laser beam is emitted from the laser source, the beam is expanded and straightened by the beam transmission adjustment system, and then reflected by the scanning galvanometer, and finally parallel focused by t...
Embodiment 2
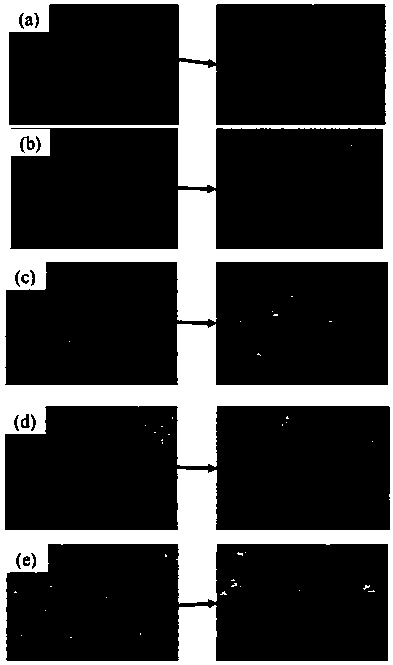
[0056] This embodiment mainly studies the influence law of the laser repetition frequency, and the specific process is:
[0057] The first step, before processing the workpiece, install the workpiece to be processed on the workbench, and set the laser parameters, among which, the wavelength is 1064nm, the pulse width is 290fs, the repetition frequency is 100KHz, 250KHz, 500KHz, 1000KHz, and the laser working power is 20W;
[0058] The second step is to use CAD software to set the processing path, and use the laser marking control software to set specific processing conditions, where the spot diameter is 30 μm, the scanning speed is 1000 mm / s, the number of scanning times is 10, and the scanning line spacing is 0.04mm;
[0059] In the third step, when the processing starts, the ultrashort pulse laser beam is emitted from the laser source, the beam is expanded and straightened by the beam transmission adjustment system, and then reflected by the scanning galvanometer, and finall...
Embodiment 3
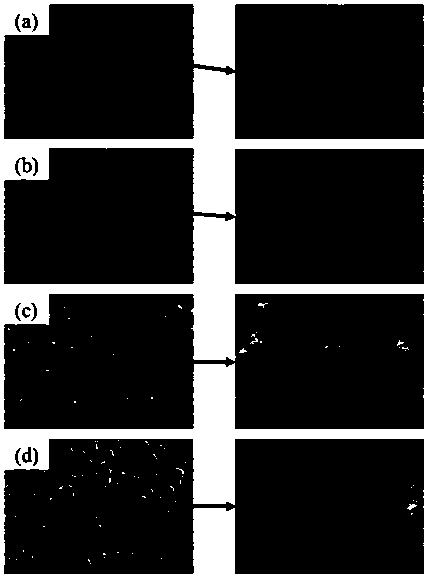
[0063] This embodiment mainly studies the influence law of the number of laser scans, and the specific process is:
[0064] The first step, before processing the workpiece, install the workpiece to be processed on the workbench, and set the parameters of the laser, among which, the wavelength is 1064nm, the pulse width is 290fs, the repetition frequency is 1000KHz, and the working power of the laser is 20W;
[0065] The second step is to use CAD software to set the processing path, and use the laser marking control software to set specific processing conditions. Among them, the diameter of the spot is 30 μm, the scanning speed is 1000 mm / s, and the number of scanning is 1, 10, and 50 times. Scanning line spacing is 0.04mm;
[0066] In the third step, when the processing starts, the ultrashort pulse laser beam is emitted from the laser source, the beam is expanded and straightened by the beam transmission adjustment system, and then reflected by the scanning galvanometer, and f...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More