

A method for forming a square, equal-section, and large-size composite material box
A composite material and molding method technology, which is applied in the field of composite material box molding to achieve the effects of low porosity, good box surface quality and controllable quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
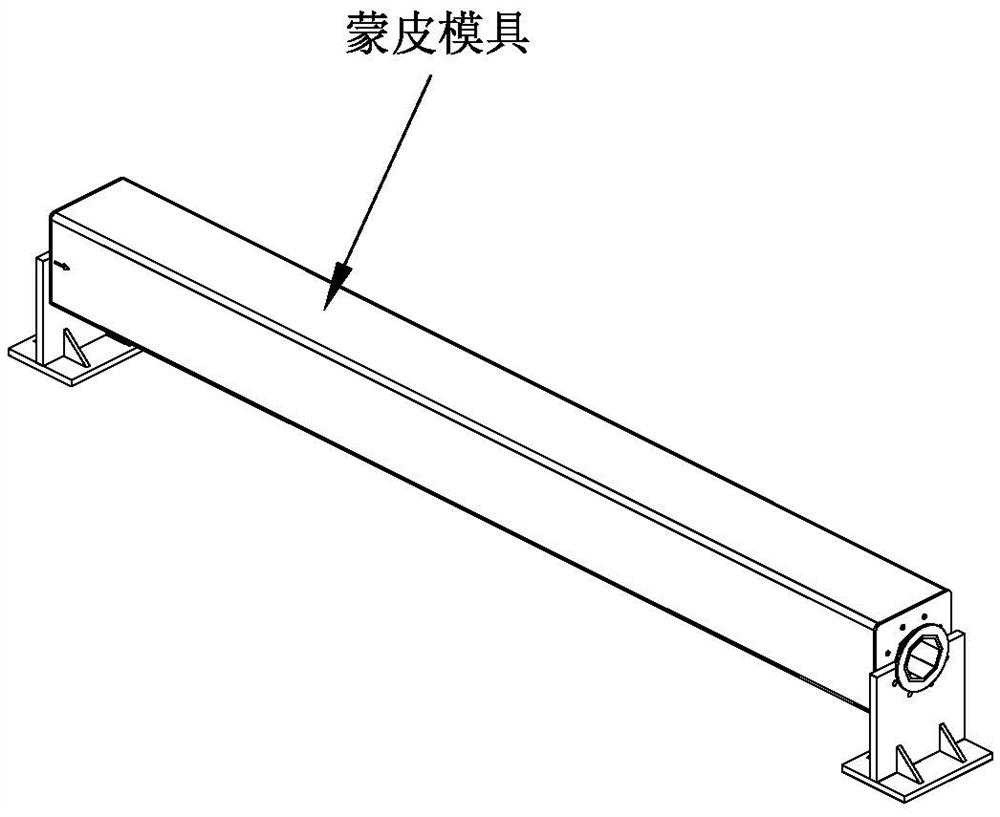
[0046] A box with a cross-sectional size of 430mm*430mm, a wall thickness of 5mm, and a length of 4500mm is made by prepreg laying and autoclave molding; the specific operation steps are as follows:
[0047] 1) According to the strength calculation result, use the automatic cutting machine to cut the plain weave prepreg and unidirectional prepreg required for the layup;
[0048] 2) Use a release agent to clean the surface of the metal mold;
[0049] 3) Prepreg laying, after the first and third layers of prepreg laying are completed, lay the film;
[0050] 4) After the 20-layer prepreg is laid, put appropriate auxiliary materials on the surface of the prepreg and the L-shaped auxiliary die at the R angle;
[0051] 5) Winding of demoulding ring ribs to assist the demoulding of the composite material box, and use the winding process to form ring ribs with a height of about 50mm at both ends of the box mold;
[0052]6) Put the vacuum bag into the tank for curing. Due to the larg...
Embodiment 2
[0057] A box with a cross-sectional size of 630mm*630mm, a wall thickness of 7mm, and a length of 6700mm is made by prepreg laying and autoclave molding. The specific operation steps are as follows:
[0058] 1) According to the strength calculation result, use the automatic cutting machine to cut the plain weave prepreg and unidirectional prepreg required for the layup;
[0059] 2) Use a release agent to clean the surface of the metal mold;
[0060] 3) Prepreg laying, after the first and third layers of prepreg laying are completed, lay the film;
[0061] 4) After the 28-layer prepreg is laid, put appropriate auxiliary materials and the L-shaped auxiliary die at the R angle on the surface of the prepreg;
[0062] 5) Winding of demoulding ring ribs to assist the demoulding of the composite material box, and use the winding process to form ring ribs with a height of about 50mm at both ends of the box mold;
[0063] 6) Put a vacuum bag into the tank for curing. Because the com...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More