

Method for recovering alkylene oxide
A technology of alkylene oxide and recovery method, which is applied in the direction of organic chemistry, can solve the problems of ineffective recycling of alkylene oxide, achieve the effect of solving the problem of VOCs emission, reducing the content of alkylene oxide, and good technical effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
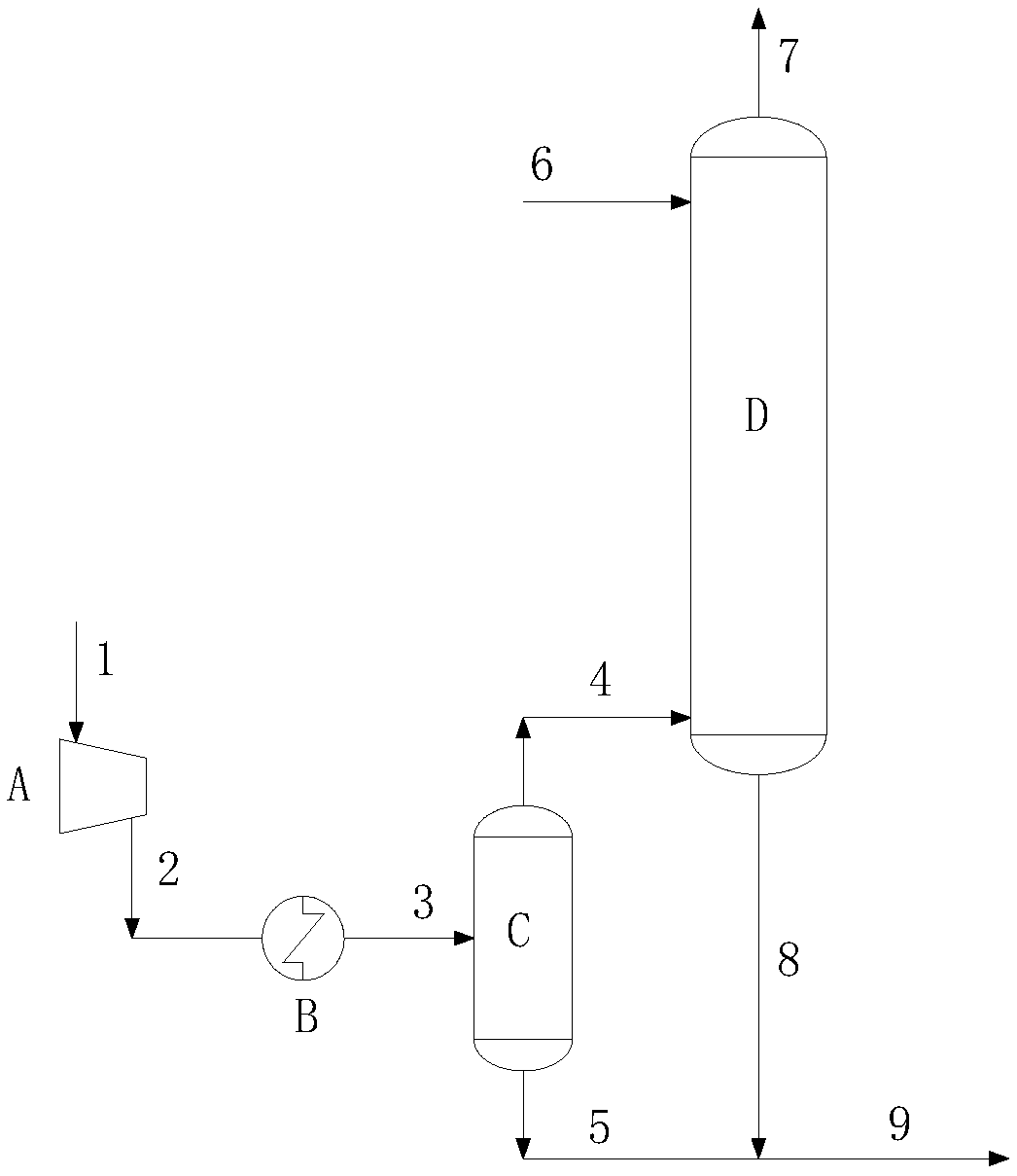
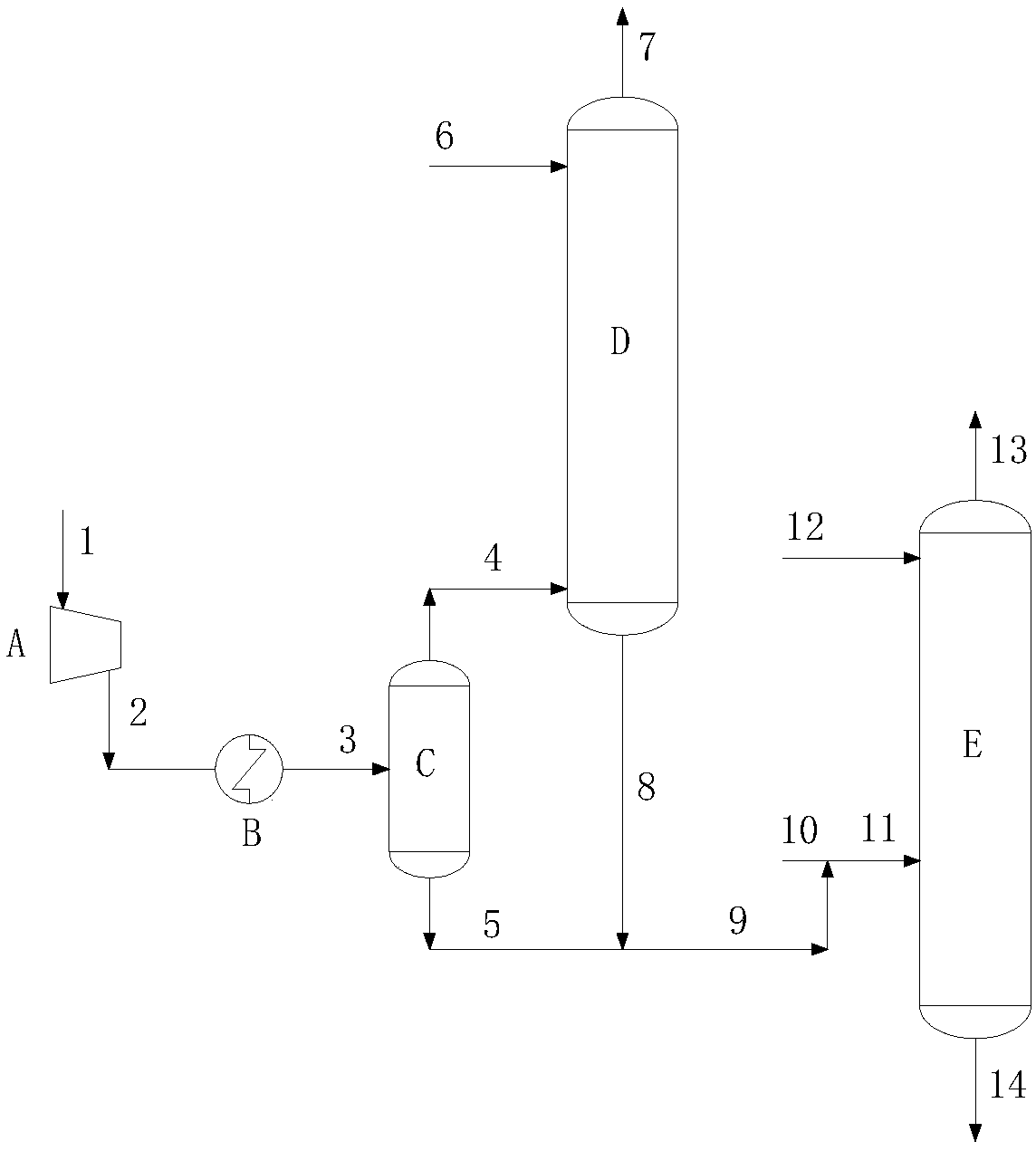
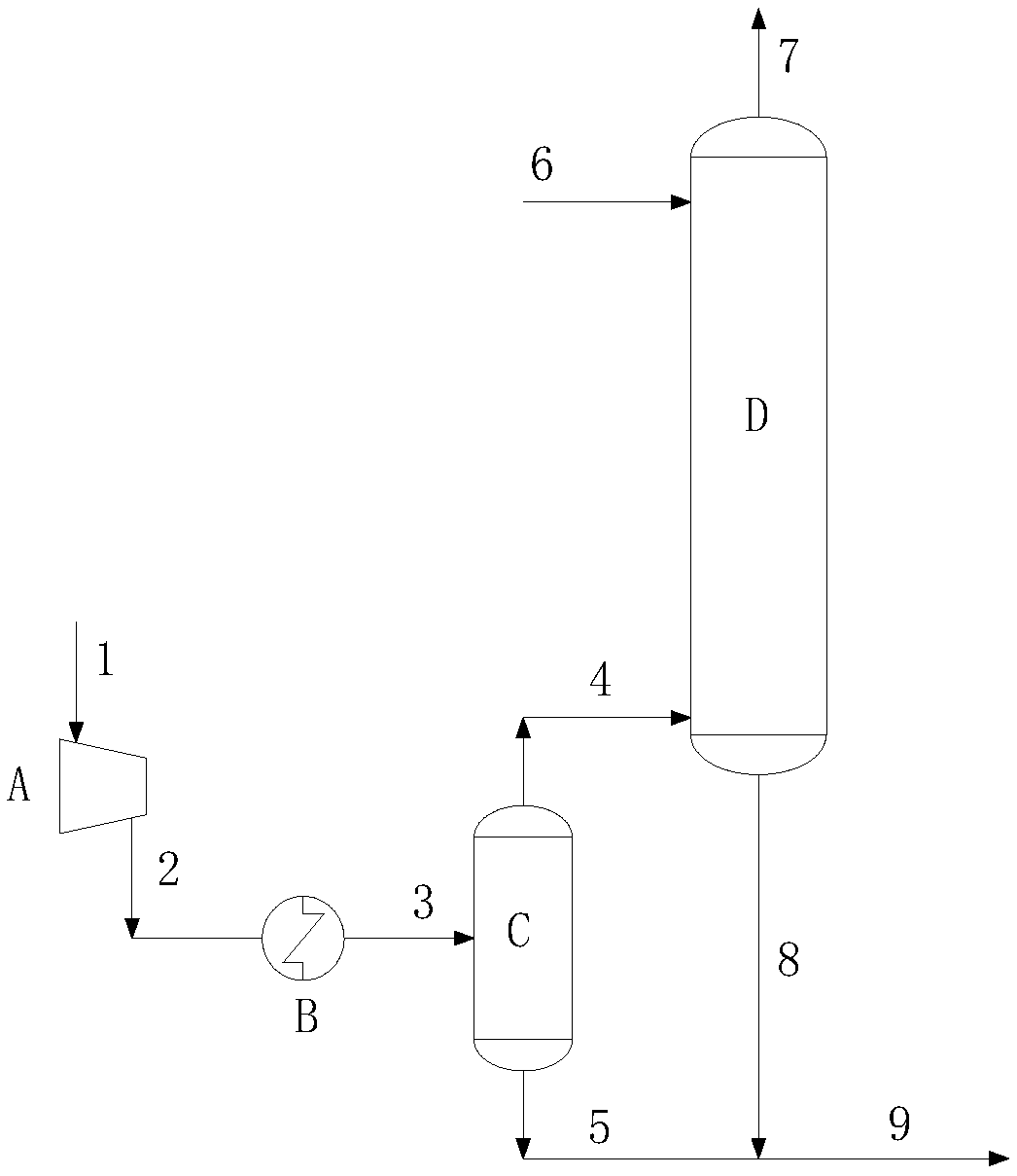
[0048] Such as figure 1 , shown in 2, by sending tail gas (1) containing propylene oxide, nitrogen, water, acetaldehyde into compressor A, after pressurization (2), it enters cooler B for cooling, and cooling liquid (3) enters gas-liquid separation After the gas-liquid separation of device C, the gas phase (4) enters from the bottom of the absorption tower D, the cold extractant (6) enters from the middle and upper part of the tower, the gas phase (7) on the top of the absorption tower is removed from the torch and other post-treatments, and the liquid phase of the tower kettle (8 ) and the liquid phase (5) at the bottom of the gas-liquid separator (9) are sent to the middle and lower part of the extractive distillation tower E of the propylene oxide refining unit, and the extractant feed is fed to the top of the extractive distillation tower E (12) feed, and 13 is the extraction The middle and upper product of rectification tower E tower, 14 is the bottom product of extractiv...
Embodiment 2
[0059] With embodiment 1, cold extraction agent (6) enters from tower top, and the molar composition of the tail gas containing propylene oxide, nitrogen, water, acetaldehyde etc. is 50% of propylene oxide, water 50ppm, acetaldehyde 10ppm, and remaining composition Divided into nitrogen. The outlet pressure of the compressor is 0.40MPaG.
[0060] The outlet temperature of the cooler was 10°C.
[0061] The ratio of the amount of extraction agent added to the gas phase feed amount of the absorption tower tank is 2:1.
[0062] The operating pressure of the gas-liquid separator is 0.38MPaG.
[0063] The operation mode of the gas-liquid separator is adiabatic flash evaporation, and the heat load is 0.
[0064] The operating pressure of the absorption tower is 0.36MPaG.
[0065] The number of theoretical plates of the absorption tower is 5.
[0066] The absorbent is the same as the extractant of the propylene oxide refining unit, both are n-octane, and the feed temperature of t...
Embodiment 3
[0069] With embodiment 1, cold extraction agent (6) enters from tower top, and the molar composition of the tail gas that contains propylene oxide, nitrogen, water, acetaldehyde etc. is propylene oxide 50%, water 50ppm, acetaldehyde 10ppm, remaining composition Divided into nitrogen. The outlet pressure of the compressor is 0.40MPaG.
[0070] The outlet temperature of the cooler was 10°C.
[0071] The ratio of the amount of extraction agent added to the gas phase feed amount of the absorption tower tank is 2:1.
[0072] The operating pressure of the gas-liquid separator is 0.38MPaG.
[0073] The operation mode of the gas-liquid separator is adiabatic flash evaporation, and the heat load is 0.
[0074] The operating pressure of the absorption tower is 0.36MPaG.
[0075] The number of theoretical plates of the absorption tower is 15.
[0076] The absorbent is the same as the extractant of the propylene oxide refining unit, both are n-octane, and the feed temperature of the ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More