

Porcelain plate formed by one-time dry pressing of prefabricated mold and manufacturing method
A technology of dry pressing molding and manufacturing methods, which is applied in the direction of molds, molding indenters, manufacturing tools, etc., and can solve the problems of not being able to meet the requirements of clay raw materials, not being able to meet, not having, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
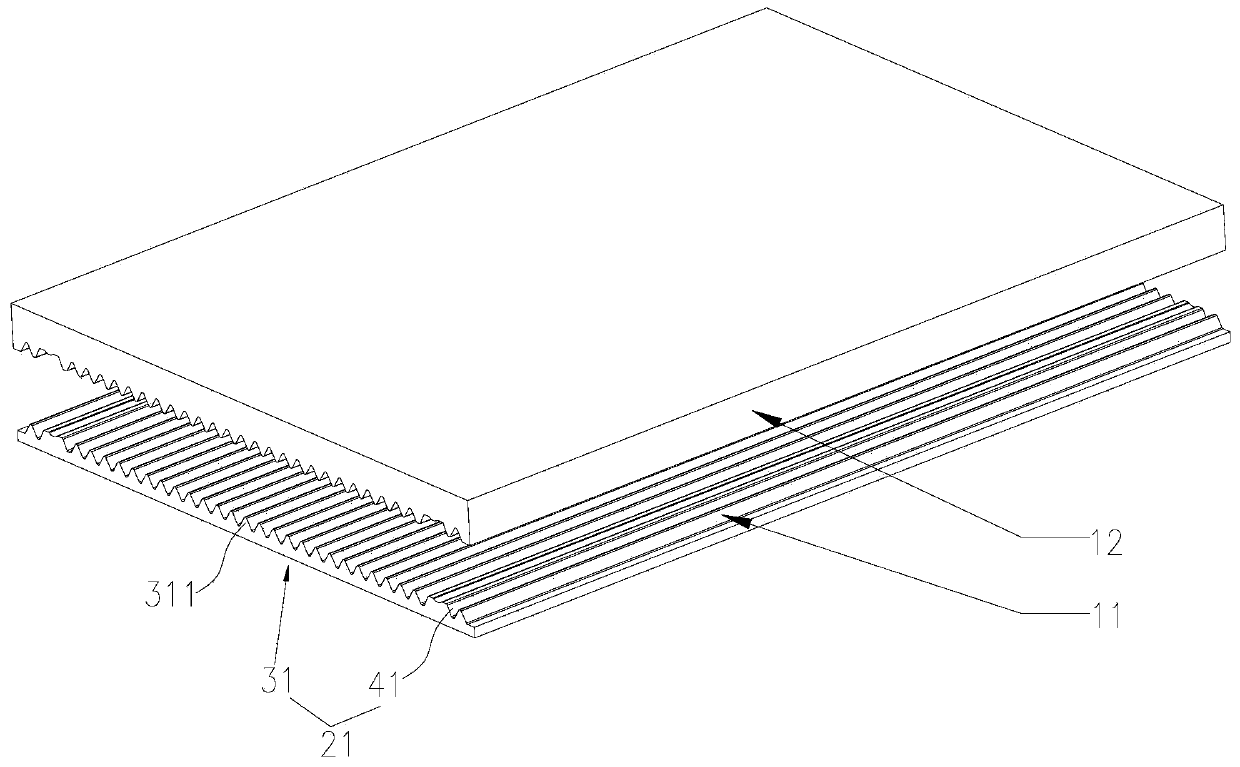
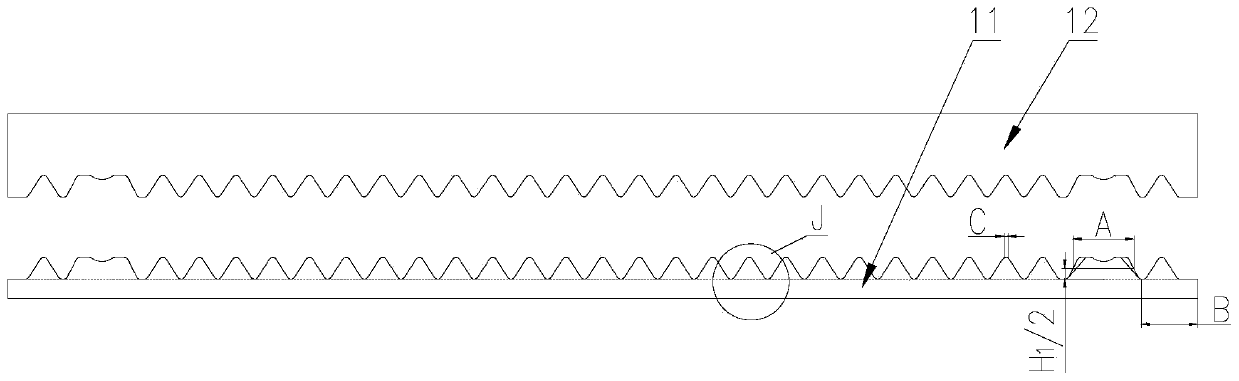
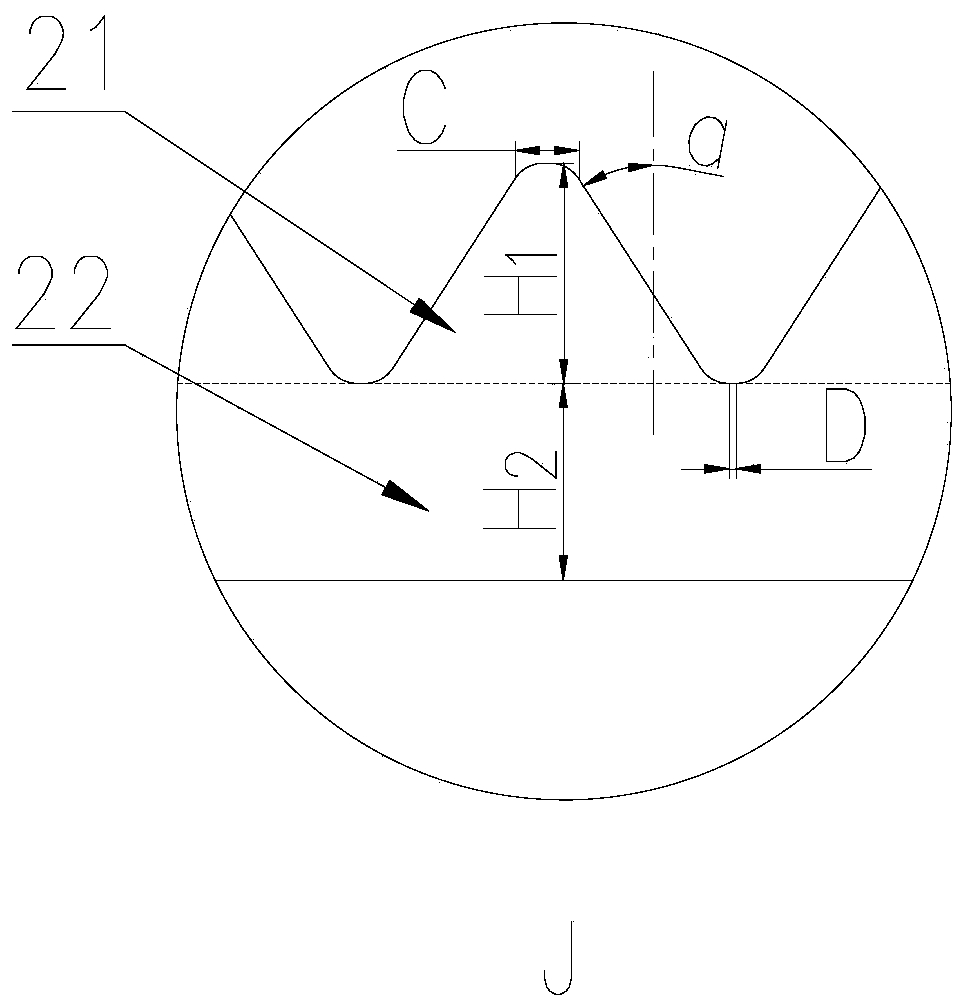
[0103] refer to figure 1 , figure 2 , image 3 , Figure 12 as well as Figure 13, this embodiment discloses a porcelain plate 11 formed by one-time dry pressing of a prefabricated mold, including a flat blank layer 22 and a prefabricated protrusion 21, and the flat blank layer 22 and the prefabricated protrusion 21 are integrally dry-pressed from porcelain raw materials, prefabricated The height H of the protrusion 21 1 8mm-20mm, the thickness H of the flat blank layer 22 2 6mm ~ 15mm;
[0104] From the cross-section of the porcelain plate 11, the angle α between the side of the prefabricated protrusion 21 and the vertical direction ≥ 15°, the vertical projection of any side of the prefabricated protrusion 21 on the flat blank layer 22 does not overlap, and the prefabricated protrusion 21 Including at least two raised platform ribs 41, in this embodiment, the raised platform ribs 41 are elongated, the raised platform ribs 41 are parallel to each other, and one of the t...
Embodiment 2
[0118] Based on Embodiment 1, this embodiment discloses another kind of porcelain plate formed by one-time dry pressing of a prefabricated mold, which is different from Embodiment 1 in that:
[0119] refer to Figure 4 and Figure 5 , a number of pressing grooves 23 are formed between the prefabricated protrusions. In this embodiment, the pressing grooves 23 are formed between two adjacent raised edges 311, and several reinforcing ribs 231 are arranged in the pressing grooves 23. The reinforcing ribs 231 can be A plurality of them are evenly spaced along the extension direction of the length of the pressing groove 23 .
[0120] In other embodiments, the ribs 231 are integrally combined with the protruding ribs 311 of the prefabricated part to form the protruding ribs.
[0121] refer to Image 6 and Figure 7 , the length of the reinforcing rib 231 is b, 5mm≤b≤the length of the pressing groove 23, preferably, 15mm≤b≤50mm, considering the distance and height setting of two a...
Embodiment 3
[0131] refer to Figure 14 , based on the above-mentioned embodiment, this embodiment discloses another kind of porcelain plate formed by one-time dry pressing of a prefabricated mold, which differs from the above-mentioned embodiment in that:
[0132] Conical concave holes 413 with predetermined intervals are disposed on the top of the convex land 41 .
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More