

Composite solder and preparation method and application thereof
A technology of composite brazing material and brazing material, which is applied in the direction of manufacturing tools, welding equipment, metal processing equipment, etc., can solve the problems of low strength of brazed joints, poor interface bonding force, complicated manufacturing process, etc., and achieve improved impact resistance and anti-corrosion Shear performance, slow release of thermal stress, effect of solving tearing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
preparation example Construction
[0065] In another aspect of the present invention, the present invention provides a kind of preparation method of above-mentioned composite solder, and this preparation method comprises:
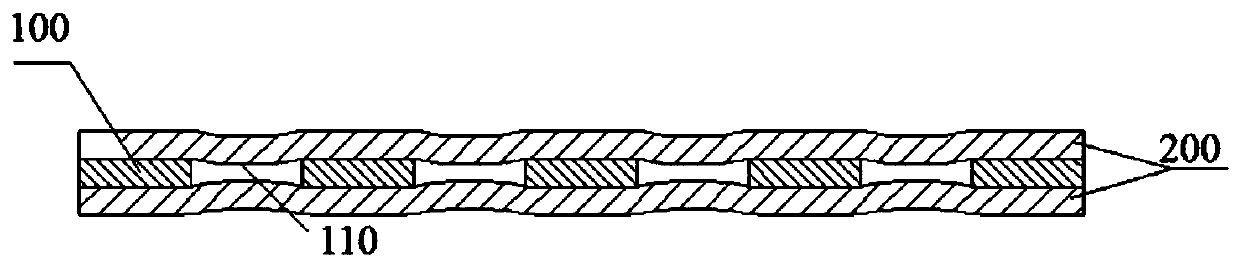
[0066] A solder layer is formed on at least one surface of the stress buffer layer to obtain the composite solder; preferably, the solder layer is formed on two opposite surfaces of the stress buffer layer to obtain the composite solder . Therefore, the operation is simple and convenient, easy to realize, saves energy, and has high production efficiency.
[0067] In some embodiments of the present invention, the above preparation method includes: placing the solder layer on at least one surface of the stress buffer layer to obtain a composite layer; rolling the composite layer to obtain the composite solder . Therefore, the operation is simple and convenient, and it is easy to realize, the preparation process saves energy, and the production efficiency is high.
[0068] In some embodiment...
Embodiment 1
[0083] Composite solder preparation method comprises:
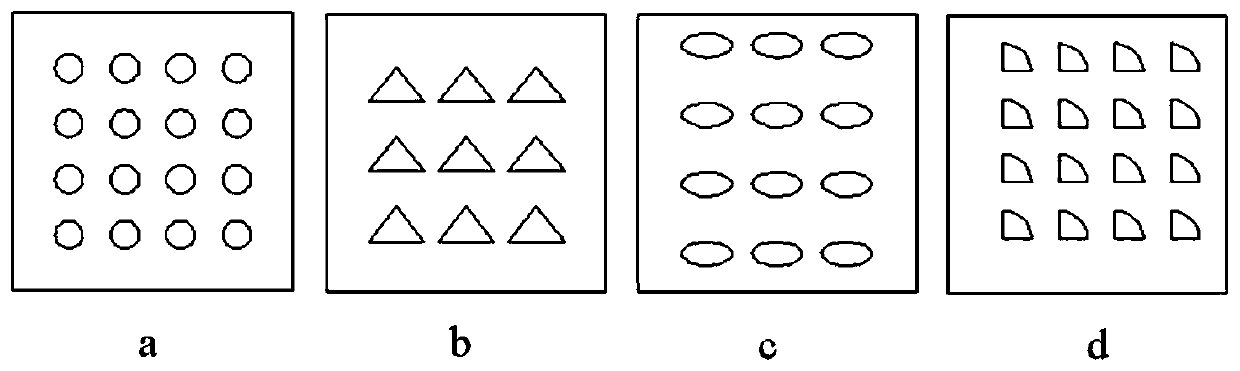
[0084] (1) Melt, cast, extrude, and roll the BCu93P solder alloy to a thickness of 0.2mm and a width of 5mm, and put it into a continuous punching machine to punch a hole in the center of the BCu93P copper-phosphorus solder strip. The diameter of the hole is 2mm , the distance between the centers of the holes is 4mm, and the burrs around the holes are removed by sanding;
[0085] (2) Select a pure tin strip with a thickness of 0.05mm and a width of 6mm, place the BCu93P solder alloy strip in the middle layer, place the pure tin strip on both sides of the BCu93P solder alloy strip, and send it into a closely matched rubber roller, The thickness of the rubber skin on the surface of the rubber roller is 5mm;
[0086] (3) The soft tin sheet deforms plastically into the hole of the hard copper-phosphorus alloy strip under the elastic action of the rubber, and the hardness of the copper-phosphorus alloy strip hole is relativel...
Embodiment 2
[0090] Composite solder preparation method comprises:
[0091] (1) Melt, cast, extrude, and roll the BCu93P solder alloy to a thickness of 0.2mm and a width of 5mm, and put it into a continuous punching machine to punch a hole in the center of the BCu93P copper-phosphorus solder strip. The diameter of the hole is 2mm , the distance between the centers of the holes is 4mm, and the burrs around the holes are removed by sanding;
[0092] (2) Select a pure tin strip with a thickness of 0.05mm and a width of 6mm, place the BCu93P solder alloy strip in the middle layer, place the pure tin strip on one side of the BCu93P solder alloy strip, and feed it into the strip by a rubber roller and a steel Among the rolls that closely match the quality rolls, the rolls that are in contact with the tin strips are rubber rolls, and the thickness of the rubber skin on the surface of the rubber rolls is 5mm;
[0093](3) The soft tin sheet deforms plastically into the hole of the hard copper-phos...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| Vickers hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More