

A kind of nearly isothermal forging method of tial alloy
An isothermal forging and alloying technology, which is applied in the field of intermetallic compound forging, can solve the problems of lack of α-solidified TiAl alloy forging process and uneven structure, and achieve the effect of fine structure, good structure uniformity and reduced forging cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
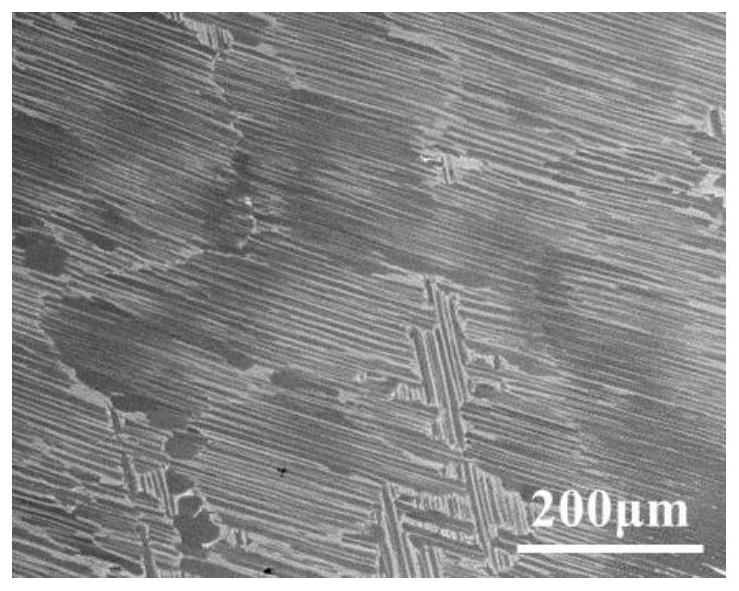
[0034] The TiAl alloy ingot used in this embodiment is an alloy ingot with a nominal composition of Ti-48Al-2Cr-2Nb, wherein the composition is an atomic percentage, and the ingot size used is Φ90×150 mm.
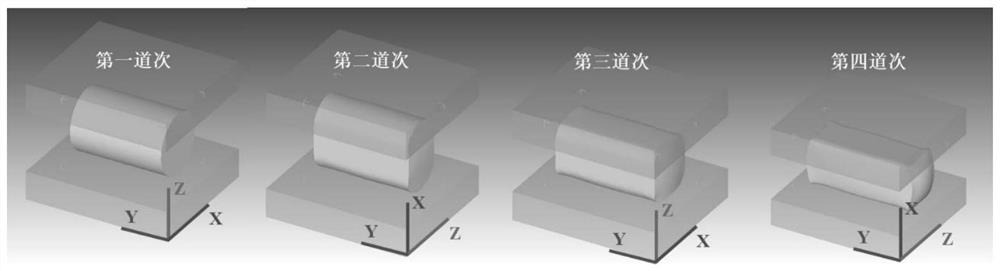
[0035] The TiAl alloy near-isothermal forging method of the present embodiment comprises:
[0036] Step 1: Preparation before forging: After the hot isostatic pressing of the ingot, wire cutting + machining is used to cut the ingot to be die-cast with a smooth surface, no obvious cracks, wire cutting marks, turning tool marks and positioning holes, etc., the size of the ingot Φ90×150mm; then, put the ingot into a Q235 sheath with a wall thickness of 5mm (air holes are opened on the end cap of the sheath), and fill the 3mm gap between the ingot and the sheath wall with high-temperature asbestos, and finally use argon arc Weld the end cap of the sheath to the wall of the sheath;
[0037] Step 2: Heating the ingot and indenter: Put the packaged ingot into a box furnace and he...
Embodiment 2
[0045] The TiAl alloy described in this embodiment is an alloy ingot with a nominal composition of Ti-48Al-2Cr-2Nb, wherein the composition is an atomic percentage, and the size of the ingot used is Φ90×150 mm.
[0046] The TiAl alloy near-isothermal forging method of the present embodiment comprises:
[0047] Step 1: Preparation before forging: After the hot isostatic pressing of the ingot, wire cutting + machining is used to cut the ingot to be die-cast with a smooth surface, no obvious cracks, wire cutting marks, turning tool marks and positioning holes, etc., the size of the ingot Φ90×150mm; then, put the ingot into a Q235 sheath with a wall thickness of 5mm (air holes are opened on the end cap of the sheath), and fill the 3mm gap between the ingot and the sheath wall with high-temperature asbestos, and finally use argon arc Weld the end cap of the sheath to the wall of the sheath;
[0048] Step 2: Heating the ingot and indenter: Put the packaged ingot into a box furnace ...
Embodiment 3
[0056] The TiAl alloy described in this embodiment is an alloy ingot with a nominal composition of Ti-48Al-2Cr-2Nb, wherein the composition is an atomic percentage, and the size of the ingot used is Φ90×150 mm.
[0057] The TiAl alloy near-isothermal forging method of the present embodiment comprises:
[0058] Step 1: Preparation before forging: After the hot isostatic pressing of the ingot, wire cutting + machining is used to cut the ingot to be die-cast with a smooth surface, no obvious cracks, wire cutting marks, turning tool marks and positioning holes, etc., the size of the ingot Φ90×150mm; then, put the ingot into a Q235 sheath with a wall thickness of 5mm (air holes are opened on the end cap of the sheath), and fill the 3mm gap between the ingot and the sheath wall with high-temperature asbestos, and finally use argon arc Weld the end cap of the sheath to the wall of the sheath;
[0059] Step 2: Heating the ingot and indenter: Put the packaged ingot into a box furnace ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More