

Manufacturing forming method of electric arc fuse additive
A technology of additive manufacturing and forming methods, which is applied in the direction of manufacturing tools, additive processing, arc welding equipment, etc., can solve the problems of metal loss at the boundary of structural parts, affect surface forming quality, and affect deposition efficiency, etc., to improve forming Efficiency and quality, improvement of surface forming quality, effect of increasing deposition efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
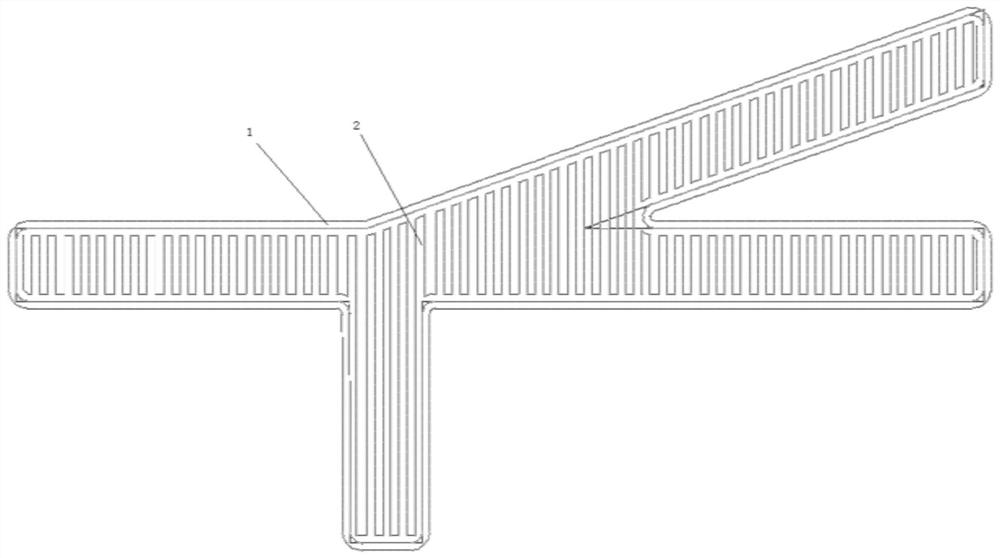
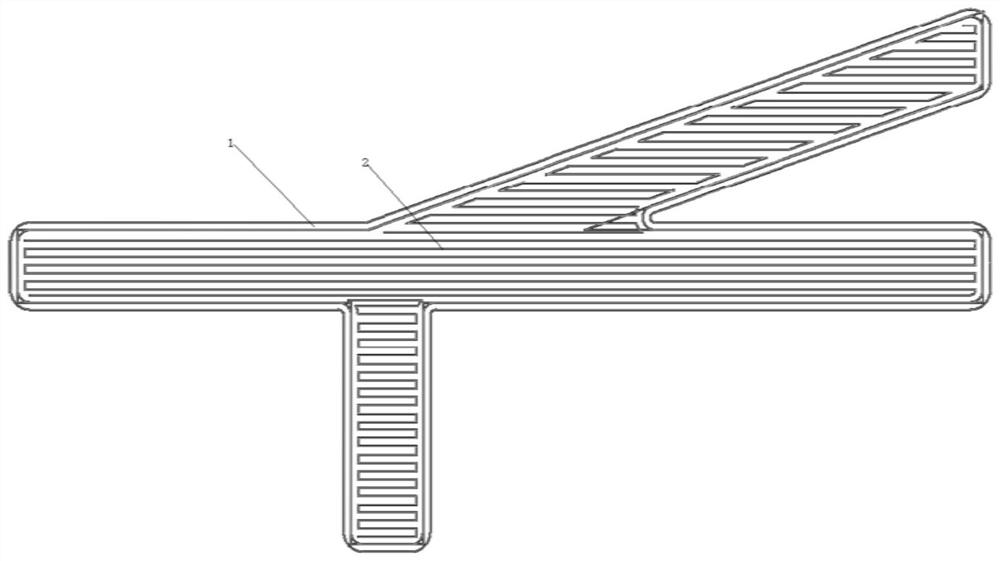
[0032] In the above-mentioned molding method of reducing heat input, the specific method in the deposition process is:
[0033] The first layer: the deposition heat input current is 180A-220A, the voltage is 21V-29V, the internal filling deposition heat input current is: 180-190A, the wire feeding speed is: 1.5m / min-5m / min, and the welding speed is: 0.15 m / min~0.5m / min, ion gas flow rate: 1.2L / min~4L / min; protective gas flow rate: 8L / min~12L / min; interlayer cooling time 0.5min~10min;
[0034] The second layer: deposition heat input current is 175A~210A, wire feeding speed: 1.5m / min~5m / min, welding speed: 0.15m / min~0.5m / min, ion gas flow: 1.2L / min~ 4L / min; protective gas flow: 8L / min~12L / min; interlayer cooling time 0.5min~10min;
[0035] The third layer: profile deposition heat input current is 170A ~ 200A, wire feeding speed: 1.5m / min ~ 5m / min, welding speed: 0.15m / min ~ 0.5m / min, ion gas flow: 1.2L / min ~4L / min; protective gas flow: 8L / min~12L / min; interlayer cooling time 0...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More