

High-strength easy-to-weld steel plate for super-thick large-scale hydropower station and production method thereof
A hydropower station, high-strength technology, applied in the direction of furnace type, furnace, heat treatment equipment, etc., can solve the problems of high production cost, low reference degree, high carbon equivalent, etc., and achieve low production cost, low welding crack sensitivity, good low temperature The effect of toughness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
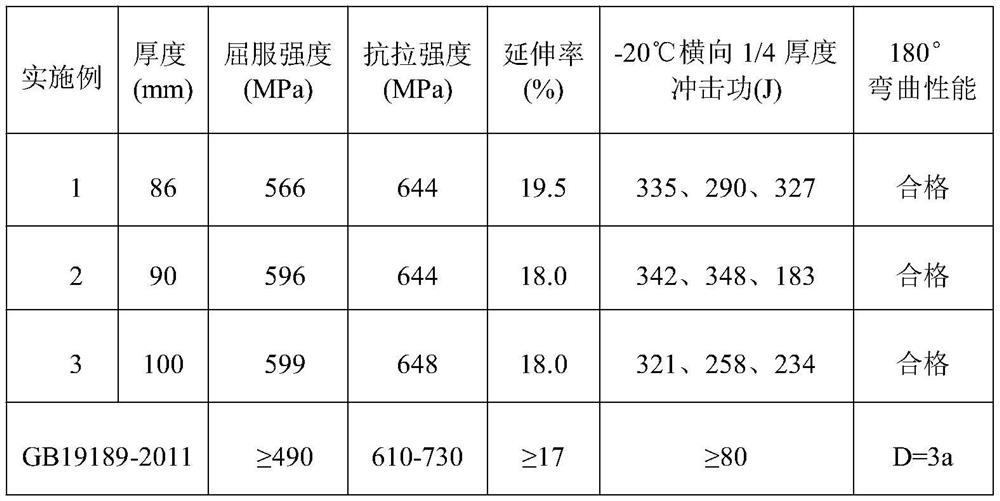
[0030] The raw material molten iron undergoes deep desulfurization of molten iron, top-bottom blowing of converter, argon blowing of ladle, external refining of LF furnace, RH vacuum treatment and continuous casting process to obtain 250mm thick slab with chemical composition weight percentage shown in Table 1. The slab heating temperature is 1226°C, the heating time is 265min, the rolling start temperature of the first stage is 1186°C, and the relative reduction ratio of a single pass is controlled at least 15% for at least two passes. When the thickness of the rolled piece is 129mm, After the temperature reaches 883°C, the second-stage rolling is carried out, the final rolling temperature is 848°C, and the thickness of the finished steel plate is 86mm. After rolling, the steel plate enters the accelerated cooling (ACC) device and is cooled to 662°C at a rate of 8°C / s. After hot straightening, the cooling bed is cooled. Afterwards, online flaw detection and finishing treatmen...
Embodiment 2
[0032] The implementation is the same as in Example 1, wherein the heating temperature is 1224°C, the heating time is 262min, the rolling start temperature of the first stage rolling is 1163°C, the starting rolling temperature of the second stage rolling is 886°C, and the thickness of the rolled piece is 135mm. The final rolling temperature is 856°C, and the thickness of the finished steel plate is 90mm. The cooling rate of the steel plate is 8°C / s, and the final cooling temperature is 653°C. After hot straightening, the cooling bed is cooled. Then carry out flaw detection and finishing treatment. After the steel plate is shot blasted, it is quenched. The quenching heating temperature is 920°C, the holding time is 20 minutes, the tempering temperature of the steel plate is 620°C, and the holding time is 40 minutes. The steel plate is available.
Embodiment 3
[0034] The implementation is the same as in Example 1, wherein the heating temperature is 1224°C, the heating time is 273min, the rolling start temperature of the first stage rolling is 1175°C, the starting rolling temperature of the second stage rolling is 886°C, and the thickness of the rolled piece is 140mm. The final rolling temperature is 850°C, and the thickness of the finished steel plate is 100mm. The cooling rate of the steel plate is 8°C / s, and the final cooling temperature is 642°C. After hot straightening, the cooling bed is cooled. Then carry out flaw detection and finishing treatment. After the steel plate is shot blasted, it is quenched. The quenching heating temperature is 920°C, the holding time is 20 minutes, the tempering temperature of the steel plate is 620°C, and the holding time is 40 minutes. The steel plate is available.
[0035] Table 1 Chemical composition (wt %) of embodiment 1~3 of the present invention
[0036] implement C Si mn ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More