

Aluminum alloy welding wire suitable for arc fuse additive manufacturing and preparation method thereof
An aluminum alloy welding wire and additive manufacturing technology, which is applied in the field of aluminum alloy welding wire, can solve the problems of heterogeneous nucleation dose limitation, etc., and achieve the effects of improving thermal fatigue resistance, refining matrix structure, and improving comprehensive mechanical properties
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0025] An aluminum alloy welding wire suitable for the additive manufacturing of arc fuses, consisting of an outer sheathed aluminum strip and an inner core powder. The aluminum strip is a 4047 aluminum strip. The powder includes the following components in mass percentage: Mg powder is 3.0%, Ge powder is 1.0%, ceramic particles are TiC and is 10%, and the balance is Al powder, wherein the particle size range of Mg, Ge, and Al powder is 100- 150 μm, the particle size range of TiC particles is 15-30 μm, the purity is 99.9%, and the powder filling rate is 28%.
[0026] The concrete steps of the aluminum alloy welding wire preparation method of embodiment 1 are as follows:
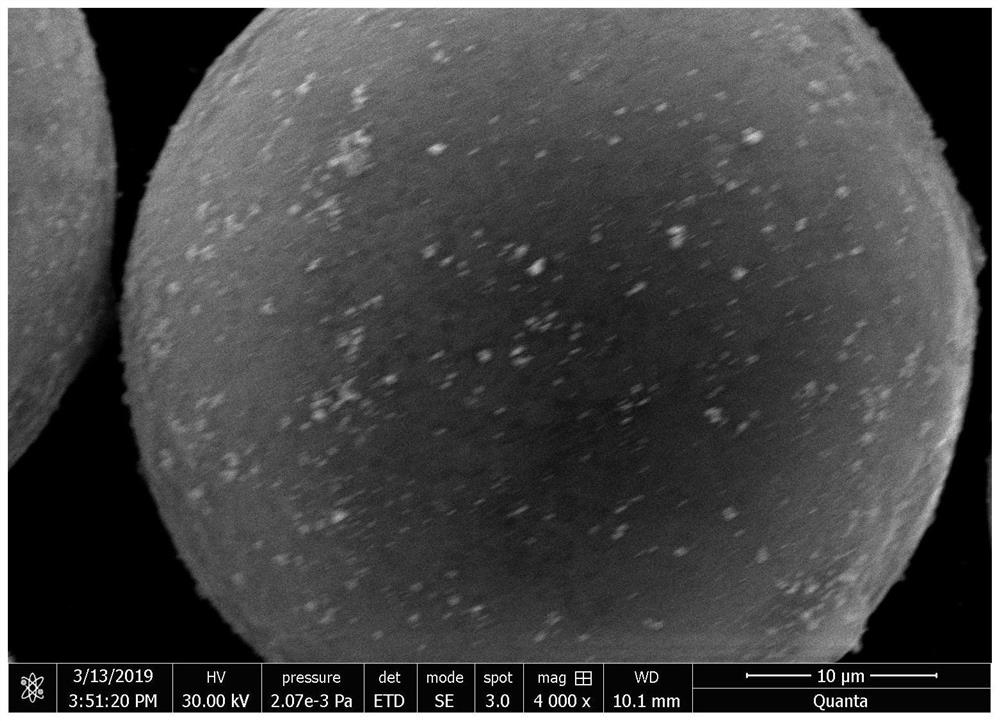
[0027] S1: Using radio frequency plasma atomization equipment to pre-melt and mix TiC with a mass fraction of 10% and aluminum powder to obtain composite aluminum powder with dispersed ceramic particles, the electron microscope picture is as follows figure 1 shown;
[0028] S2: Add the composite aluminum po...
Embodiment 2
[0042] An aluminum alloy welding wire suitable for the additive manufacturing of arc fuses, consisting of an outer sheathed aluminum strip and an inner core powder. The aluminum strip is a 4047 aluminum strip. The powder includes the following components in mass percentage: Mg powder is 3.0%, Ge powder is 3.0%, ceramic particles are TiN and is 15%, and the balance is Al powder, wherein the particle size range of Mg, Ge, and Al powder is 100- 150μm, the particle size range of TiN particles is 15-30μm, the purity is 99.9%, and the powder filling rate is 30%.
[0043] The concrete steps of the aluminum alloy welding wire preparation method of embodiment 2 are as follows:
[0044] S1: Using radio frequency plasma atomization equipment to pre-melt and mix TiN with a mass fraction of 15% and aluminum powder to obtain composite aluminum powder with dispersed ceramic particles;
[0045] S2: Add the composite aluminum powder prepared in S1, Mg powder with a mass fraction of 3%, and Ge...
Embodiment 3
[0048] An aluminum alloy welding wire suitable for the additive manufacturing of arc fuses, consisting of an outer sheathed aluminum strip and an inner core powder. The aluminum strip is a 4047 aluminum strip. The powder includes the following components in mass percentage: Mg powder is 1.0%, Ge powder is 1.0%, ceramic particles are SiC and is 20%, and the balance is Al powder, wherein the particle size range of Mg, Ge, and Al powder is 100- 150μm, the particle size range of SiC particles is 15-30μm, the purity is 99.9%, and the powder filling rate is 30%.
[0049] The specific steps of the aluminum alloy welding wire preparation method of embodiment 3 are as follows:
[0050] S1: Using radio frequency plasma atomization equipment to pre-melt and mix SiC with a mass fraction of 20% and aluminum powder to obtain composite aluminum powder with dispersed ceramic particles;
[0051] S2: Add the composite aluminum powder prepared in S1, Mg powder with a mass fraction of 1%, and Ge...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Particle size | aaaaa | aaaaa |
| Diameter | aaaaa | aaaaa |
| Particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More