

Manufacturing method of double-alloy double-structure titanium alloy blisk
A technology of an integral blisk and a manufacturing method, applied in the field of additive manufacturing, can solve the problems of tissue mutation, loosening at the joint, and reducing the service life of the integral blisk.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0039] Step 1. Preparing the rough machining blank of the disc hub
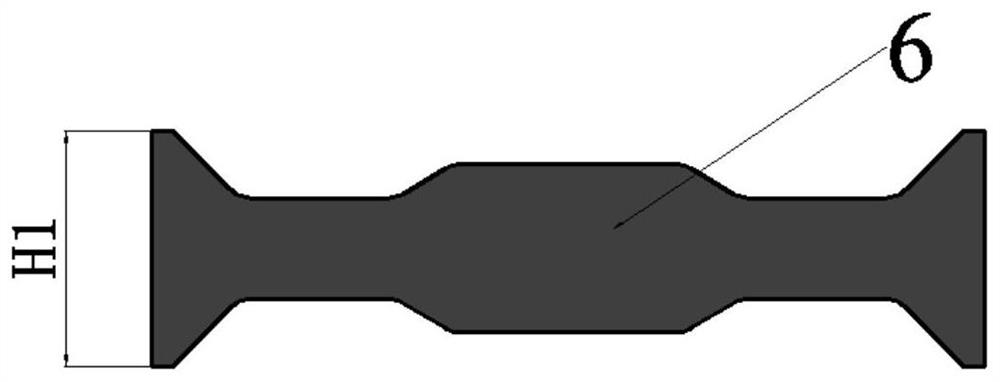
[0040] The phase transition point (T) of the Ti60 titanium alloy billet was measured by metallographic method β ) is 1055°C, the heating temperature of the forging die is set to 1055°C, the Ti60 titanium alloy billet is first preheated at 1030°C, and after 150 minutes of heat preservation, the temperature is rapidly raised to 1075°C for 50 minutes, and then the Ti60 titanium alloy billet is transferred to the heated The forging deformation is carried out in a mold with a forging speed of 0.7-1.0 mm / s and a deformation amount of 70%. After forging and deformation, the water cooling treatment is carried out quickly to prepare a disc hub forging blank 6 with a fine-grained mesh basket structure. The disc hub forging blank 6 is Dumbbell-shaped disc shape, the thickness H1 of the boss edge is 100mm;
[0041] Stress-relief annealing is carried out on the disk hub forging billet 6 by adopting a heat treatment syste...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More