

Welding dislocation deformation control method for small-taper-angle thin-wall cylindrical shell
A deformation control, thin-walled cylinder technology, used in welding equipment, welding accessories, manufacturing tools, etc., can solve the problems of low assembly requirements, less than 60% qualification rate, increased welding seam deformation, etc. Deformation, reducing quality risks and reducing the effect of welding deformation
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0028] The present invention will be further described below in conjunction with the accompanying drawings and embodiments, and the present invention includes but not limited to the following embodiments.
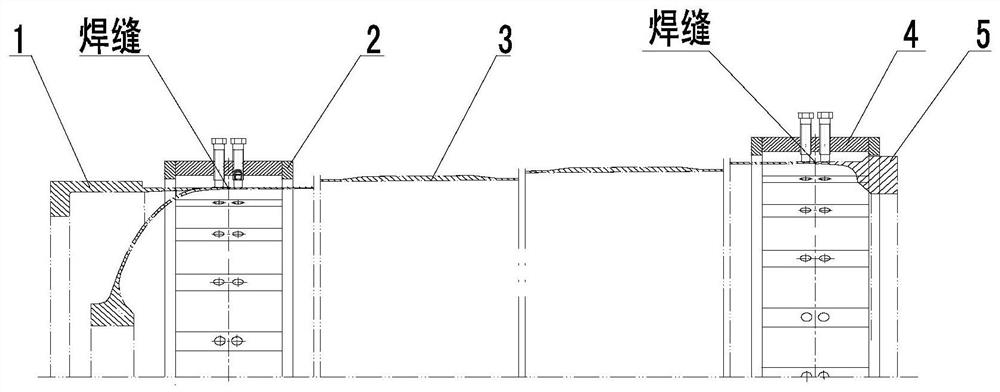
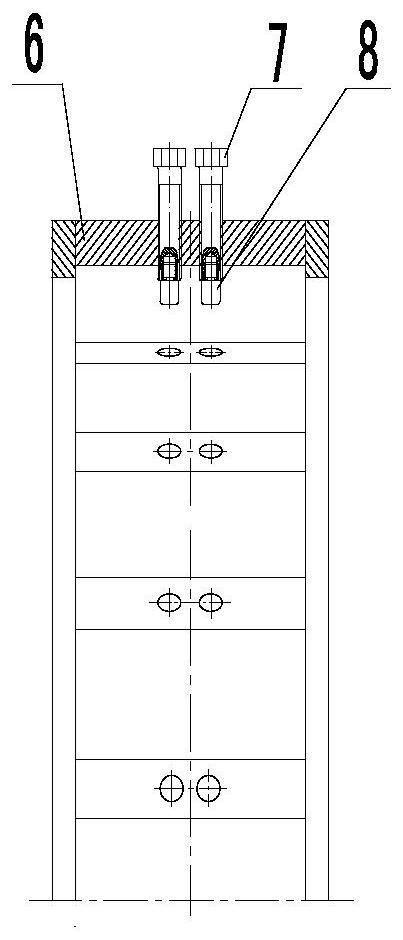
[0029] The invention provides a process method for controlling welding seam dislocation deformation. After analysis, the misalignment and deformation of the thin-walled combustion chamber shell are related to the state of the parts, the dimensional accuracy of the butt weld, assembly positioning, welding sequence and welding parameter specifications. The technological process that affects the welding deformation of the thin-walled shell of the engine mainly includes: weldment assembly→positioning spot welding→clamping→welding. Technical measures to solve the welding dislocation deformation of the shell circular seam:
[0030] a) Reserve the size margin of the butt weld before assembly. The outer diameter of the rear end of the cone is 0.4 mm to 0.6 mm larger than the outer...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More