

A kind of titanium-steel composite plate double-wire MIG gas shielded welding welding method
A technology of molten electrode gas and welding method, which is applied in welding equipment, welding accessories, welding/welding/cutting objects, etc., can solve the problems of large welding stress and deformation, poor welding joint performance, limited inhibition effect, etc., and achieve welding deformation. Small, small weld contamination, the effect of suppressing the generation of
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
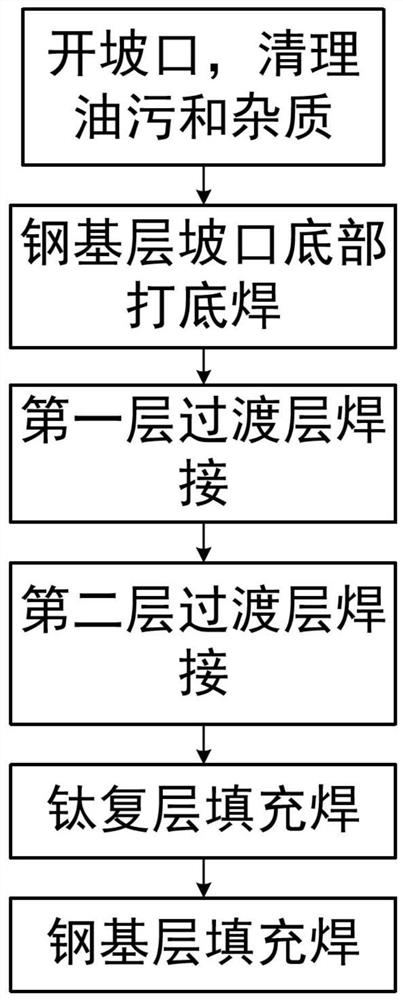
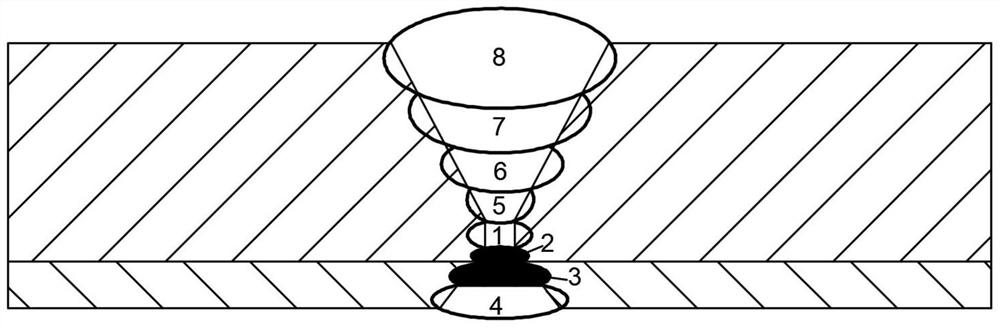
[0052] A TA1 / Q345 titanium-steel composite plate double-wire MIG welding method specifically includes the following steps:
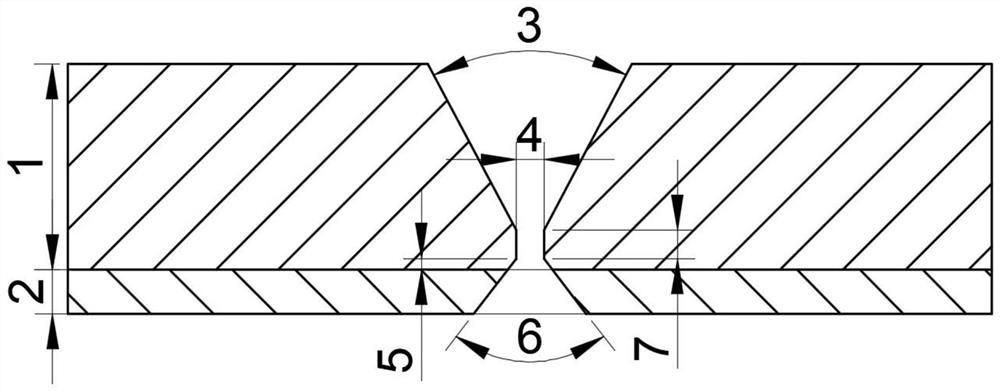
[0053] (1) The titanium steel clad plate to be welded is TA1 / Q345, and the groove design of the titanium steel clad plate is carried out. The size of the asymmetric X-shaped groove is shown in Table 1, and the groove is processed to remove the oil and impurities on the surface of the groove; Adjust the spatial position of the double wire. In the direction perpendicular to the welding direction, the distance between the projection points of the double wire end on the base metal plane is 0mm. In the direction parallel to the welding direction, the double wire is arranged in front and back as the leading welding wire and the following welding wire. The double wire end The distance between the projection points on the base metal plane is 5mm, the included angle between the axis extension line of the guiding welding wire and the base metal plane is 65°, and th...
Embodiment 2
[0068] A TA2 / Q345 titanium-steel composite plate double-wire MIG welding method specifically includes the following steps:
[0069] (1) The welded titanium-steel clad plate is TA2 / Q345, and the titanium-steel clad plate is grooved. The size of the asymmetric X-shaped groove is shown in Table 5. The groove is processed to remove the oil and impurities on the groove surface; Adjust the spatial position of the double wire. In the direction perpendicular to the welding direction, the distance between the projection points of the end of the double wire on the base metal plane is 0mm. In the direction parallel to the welding direction, the double wire is arranged in front and back as the leading welding wire and the following welding wire. The distance between the projection points on the base metal plane is 12mm, the included angle between the axis extension line of the guiding wire and the base metal plane is 75°, and the included angle between the axis extension line of the follow...
Embodiment 3
[0084] A TA2 / Q235 titanium-steel composite plate double-wire MIG welding method specifically includes the following steps:
[0085] (1) The titanium steel clad plate to be welded is TA2 / Q235, and the groove design of the titanium steel clad plate is carried out. The size of the asymmetric X-shaped groove is shown in Table 9, and the groove is processed to remove the oil and impurities on the surface of the groove; Adjust the spatial position of the double wire. In the direction perpendicular to the welding direction, the distance between the projection points of the end of the double wire on the base metal plane is 0mm. In the direction parallel to the welding direction, the double wire is arranged in front and back as the leading welding wire and the following welding wire. The distance between the projection points on the base metal plane is 18mm, the included angle between the axis extension line of the guiding wire and the base metal plane is 85°, and the included angle bet...
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More