

Flaskless pouring manufacturing method of thin-wall revolving body aluminum alloy casting
A technology of aluminum alloy castings and thin-wall rotation, which is applied in the direction of manufacturing tools, casting molding equipment, casting molds, etc., can solve the problems of unpredictable deformation direction, affecting the accuracy of shaping, and increasing cost investment, so as to reduce production costs , Improve production efficiency, improve the effect of core accuracy
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0086] In the following description of the present invention, the orientation or positional relationship indicated by the terms "upper", "lower", "front", "rear", "left", "right", "inner", "outer" etc. are based on the attached The orientation or positional relationship shown in the figure is only for the convenience of describing the present invention and simplifying the description, and does not mean that the device must have a specific orientation. The installation of new parts in the slider in the text means that the old parts have been removed.
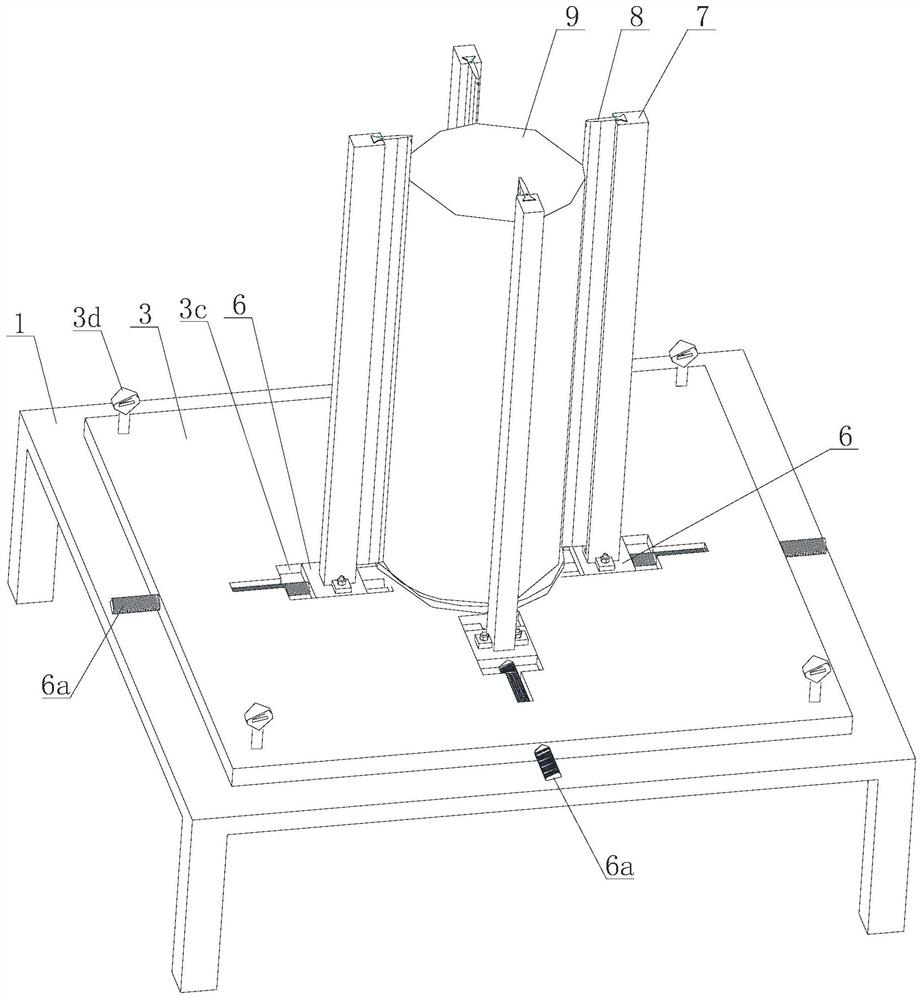
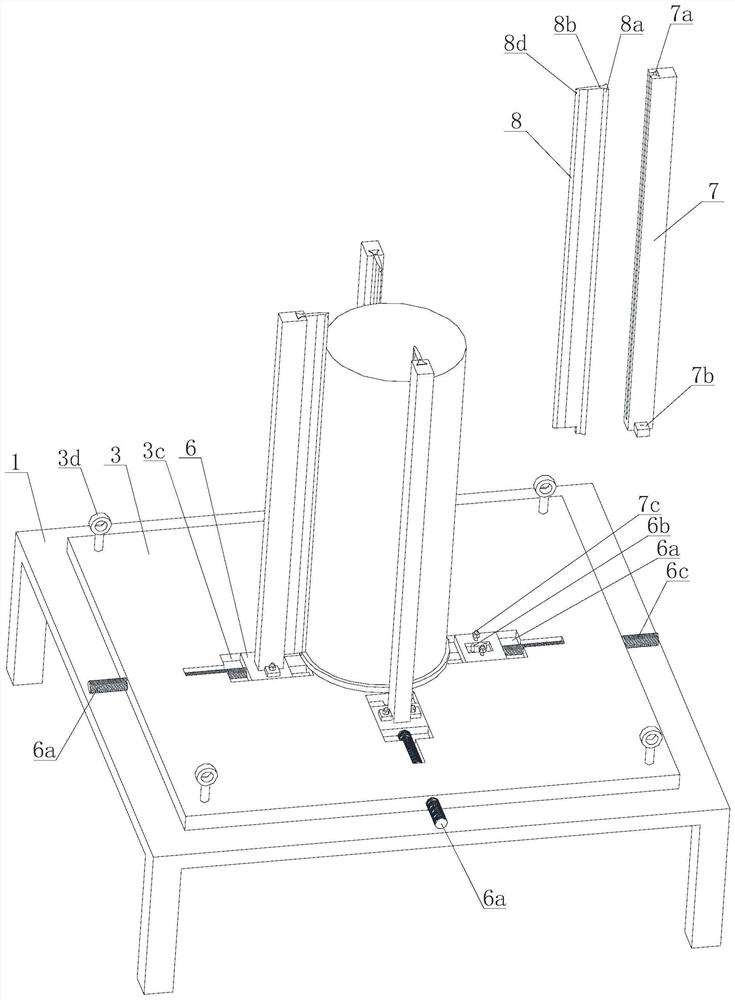
[0087] The boxless casting manufacturing method of the thin-walled revolving aluminum alloy casting of the present invention comprises the following steps in sequence:
[0088] S1. Install boxless pouring tooling on workbench 1;
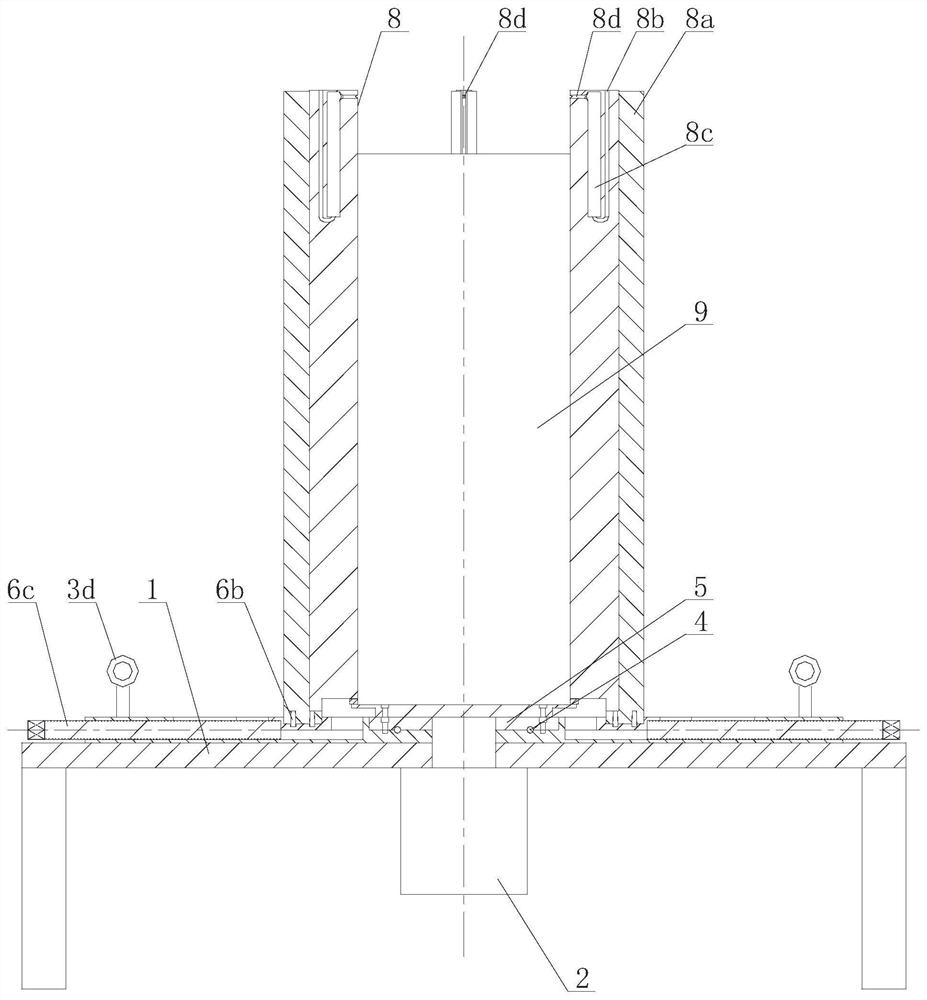
[0089] S2. Sand molding: combine the product mold and casting system mold with molding sand, and take out the product mold and casting system mold after the molding sand solidifies to form the shape of...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More