

Processing method for one-step forming of continuous fiber reinforced composite pipe
A continuous fiber, reinforced composite technology, applied in the field of one-step forming of continuous fiber reinforced composite pipes, can solve the problems of insufficient interlaminar shear strength, weak interlaminar bonding force, insufficient shear strength, etc. The effect of poor adhesion between the two, ensuring uniformity and compatibility, and improving shear strength performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
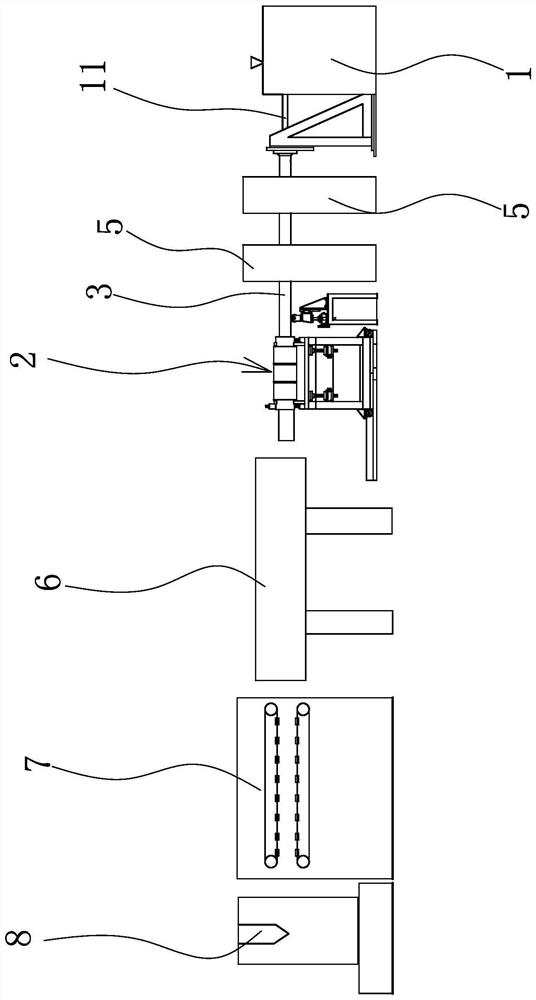
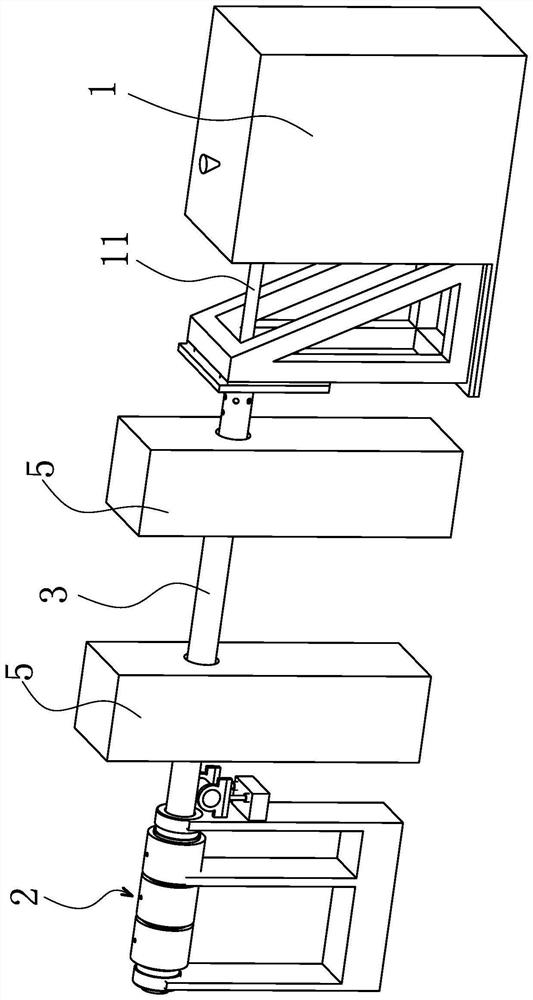
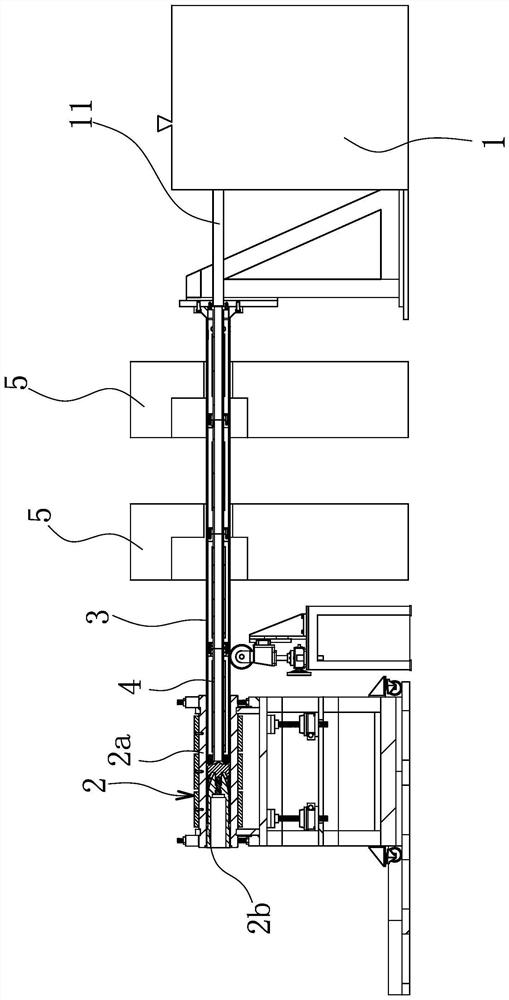
[0030] combine Figure 1-2 As shown, the production line of the one-step forming method of continuous fiber reinforced composite pipe can be a continuous processing including extruder 1, forming mold 2, winding machine 5, vacuum calibrating box 6, tractor 7 and pipe cutting machine 8, etc. Production line for composite pipes. More specifically, combining image 3 and Figure 4 A mold cavity 2c is formed between the outer mold cover 2a of the above-mentioned forming mold 2 and the core mold 2b. This molding equipment also includes an outer tube 3 and a core tube 4. One end of the outer tube 3 is connected by the front port 2a1 of the outer mold cover 2a. Extending into the outer mold casing 2a, an annular cavity 2d is formed between the outer peripheral wall of the outer tube 3 and the inner peripheral wall of the outer mold casing 2a for the reinforcement fiber to pass through, and the mold cavity 2c is provided with a tube sleeved outside the core mold 2b. Cylindrical supp...
Embodiment 2
[0044] The production line mentioned in Embodiment 1 can be used to enter the pipeline production. Under the traction force of the tractor 7, the continuous glass fiber on one of the winding machines 5 is drawn to the outer peripheral surface of the outer pipe 3, and the winding is carried out by pulling A number of continuous fibers distributed along the axial direction of the outer tube 3 on the machine 5, so that the formed axial fiber lines are directly wrapped on the circumferential surface of the outer tube 3 to form an axial fiber layer into a tubular shape, and then pulled by another winding machine 5. The upper fibers are synchronously formed on the outer surface of the axial fiber layer along the fiber lines wound in the circumferential direction of the outer tube 3 outside the axial fiber layer to form a wound fiber layer, which may be a wound fiber layer formed in a 45° cross weaving manner, The above-mentioned axial fiber layer and winding fiber layer together form...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Shear strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More