

Preheat treatment process for super-strong high-toughness carburizing steel bar and forge piece
A technology for preparatory heat treatment and carburizing steel, applied in the field of material processing, can solve the problems that cannot be completely eliminated, weakened tissue inheritance, reduced α phase supersaturation and hardness, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0033] 1. Processing object: super-strong and high-toughness carburizing steel forged bar with a diameter of 160mm
[0034] 2. Preparatory heat treatment process
[0035] (1) Primary high-temperature tempering: the bar is heated up with the furnace, heated to 680°C, held for 20 hours, cooled to 300°C in the furnace, and then air-cooled to room temperature.
[0036] (2) Incomplete annealing: The bar is heated up with the furnace, heated to 950°C, held for 3 hours, cooled to 500°C in the furnace, and air-cooled to room temperature.
[0037] (3) Secondary high-temperature tempering: the bar is heated up with the furnace, heated to 680°C, held for 20 hours, cooled to 300°C in the furnace, and then air-cooled to room temperature.
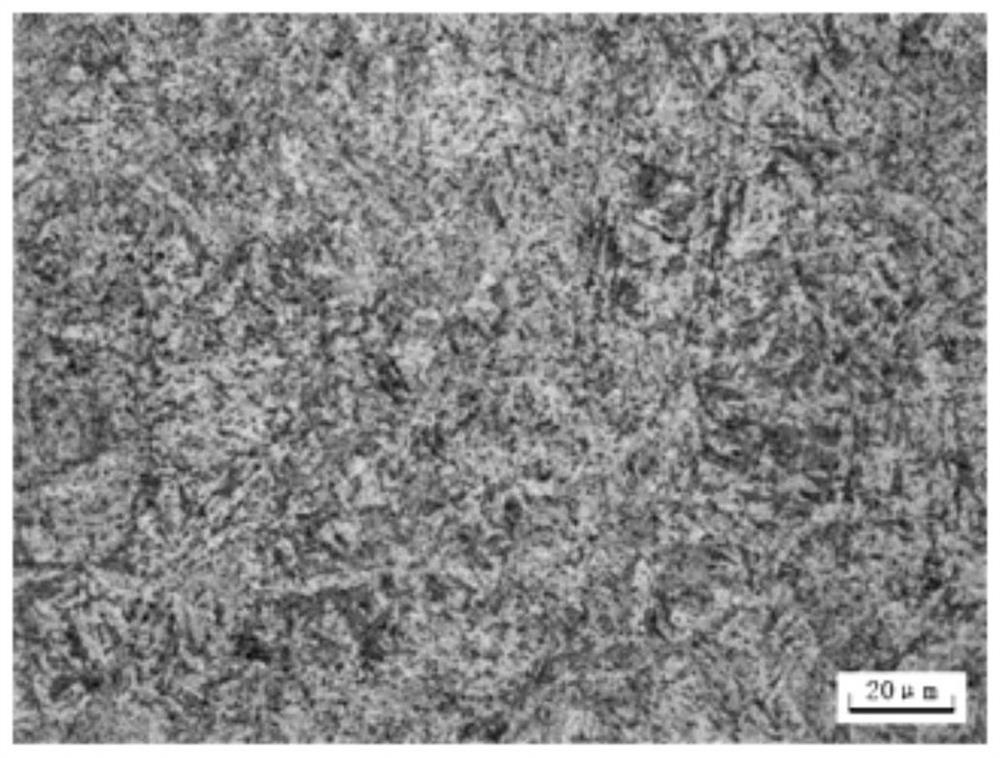
[0038] 3. Microstructure and hardness
[0039] Rod microstructure see figure 1 , is a granular carbide dispersed on the tempered sorbite matrix, with a hardness of 31.5HRC.
Embodiment 2
[0041] 1. Processing object: super strong and high toughness carburized steel bevel gear forgings
[0042] 2. Preparatory heat treatment process
[0043] (1) Primary high-temperature tempering: the forging is heated up with the furnace, heated to 700°C, held for 8 hours, cooled to 500°C in the furnace, and air-cooled to room temperature after being released from the furnace.
[0044] (2) Incomplete annealing: the forging is heated up with the furnace, heated to 1000 ° C, holding time for 2 hours, cooled to 500 ° C in the furnace, and air-cooled to room temperature after being released from the furnace.
[0045] (3) Secondary high-temperature tempering: the forging is heated up with the furnace, heated to 700°C, held for 8 hours, cooled to 500°C in the furnace, and air-cooled to room temperature after being released from the furnace.
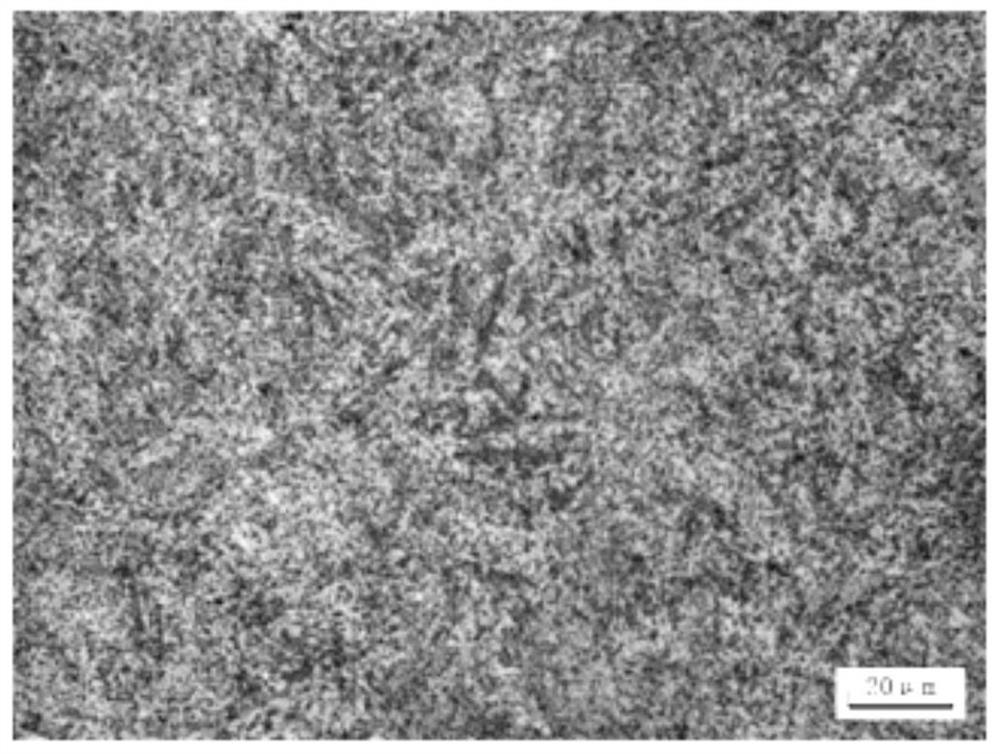
[0046] 3. Microstructure and hardness
[0047] Forging microstructure see figure 2 , is a granular carbide dispersed on the tempered sorbite...
Embodiment 3
[0049] 1. Processing object: super strong and high toughness carburized steel cylindrical gear forgings
[0050] 2. Preparatory heat treatment process
[0051] (1) Primary high-temperature tempering: the forging is put into the furnace when it reaches temperature, the heating temperature is 670°C, the holding time is 12h, and it is air-cooled to room temperature.
[0052] (2) Incomplete annealing: the forging is heated up with the furnace, heated to 980°C, held for 1.5h, and cooled to room temperature in air.
[0053] (3) Secondary high-temperature tempering: the forging is heated up with the furnace, heated to 670°C, held for 12 hours, and air-cooled to room temperature.
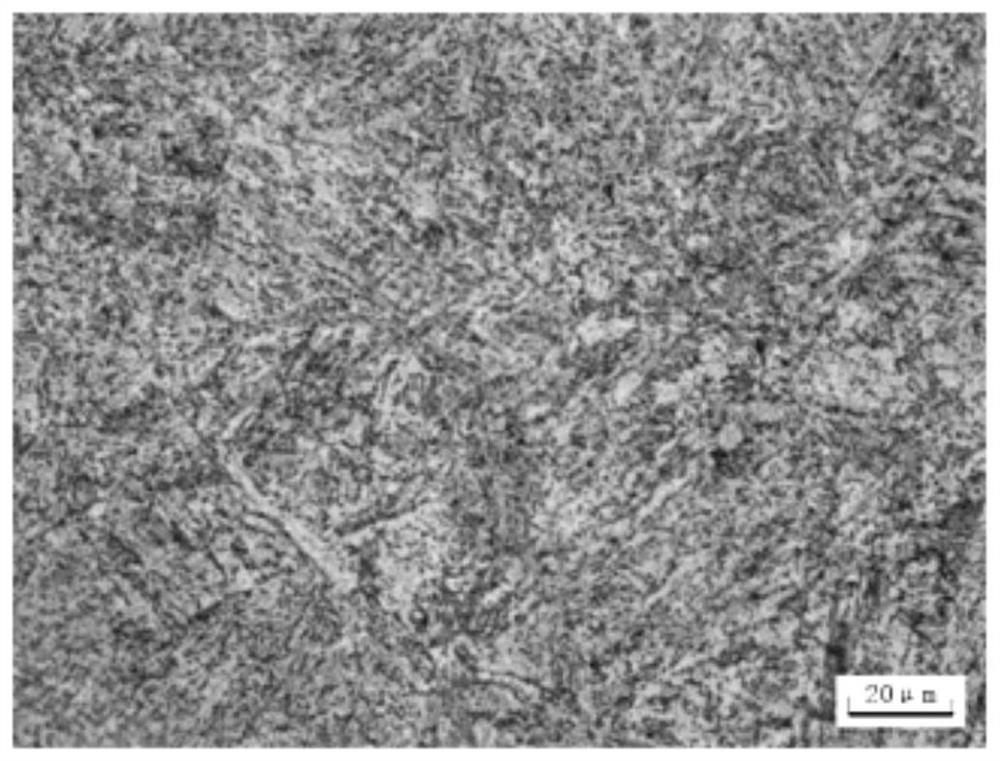
[0054] 3. Microstructure and hardness
[0055] Forging microstructure see image 3 , is a granular carbide dispersed on the tempered sorbite matrix, with a hardness of 32HRC.
[0056] Table 1
[0057]
[0058] Table 2
[0059]
[0060] After the above process, the rods or forgings in the embodim...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More