

Preparation method of 3D printing sand mold capable of synchronously reinforcing and toughening interior and surface
A technology of strengthening and toughening, 3D printing, applied in the field of 3D printing sand molds, can solve the problems of restricting the application of 3D printing sand molds, the strength increase is not large, and the porosity of 3D printing sand molds is reduced. Effects of the opposite sex, easy to apply
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
preparation example Construction
[0022] The present invention provides a kind of preparation method (abbreviation method) of the 3D printing sand mold of internal and surface synchronous strengthening and toughening, it is characterized in that, this method comprises the following steps:
[0023] Step 1. According to the strength and toughness requirements of the final product, mix the raw sand with a certain particle size and the reinforced and toughened polymer powder in the sand mixing tank; then, under the precise metering of the metering pump, pump the curing agent A Put it into the sand mixing tank, and stir to make the curing agent A evenly dispersed in the raw sand and the reinforcing and toughening polymer powder to obtain the raw sand system;
[0024] Preferably, in step 1, the mixing speed of raw sand and reinforced toughening polymer powder is 300-600r / min, and the time is 1-60min; the stirring speed of dispersing curing agent A is 100-400r / min, and the time is 1 ~10min; Curing agent A is added in...
Embodiment 1
[0039] Step 1. Stir and mix the raw sand of 70-200 mesh and ethylene-vinyl acetate copolymer powder of 70-200 mesh in the sand mixing tank; then pump the strong acid aqueous solution into the sand mixing tank under the precise metering of the metering pump. Under stirring, the strong acid aqueous solution is evenly dispersed in the raw sand and the reinforcing and toughening polymer powder to obtain the raw sand system; the quality of the strong acid aqueous solution is 0.6% of the quality of the raw sand, and the quality of the ethylene-vinyl acetate copolymer is 20% of the quality of the raw sand. %;
[0040] Step 2. Distribute the original sand system to the sanding module of the 3D printer, and introduce the furan resin into the nozzle of the 3D printer; during the layer-by-layer sand-dressing process of the sand-dressing module of the 3D printer, the nozzle of the 3D printer sprays the furan resin layer by layer according to the cross-sectional shape of the part , under t...
Embodiment 2
[0057] Step 1. In the sand mixing tank, mix the raw sand of 70-200 mesh and the ethylene-acrylic acid copolymer powder of 70-200 mesh evenly; then, under the precise metering of the metering pump, pump the strong acid aqueous solution into the sand mixing tank. The strong acid aqueous solution is evenly dispersed in the raw sand and the reinforcing and toughening polymer powder to obtain the raw sand system; the quality of the strong acid aqueous solution is 0.6% of the weight of the raw sand, and the quality of the ethylene-acrylic acid copolymer is 20% of the weight of the raw sand;
[0058] Step 2. Distribute the original sand system to the sanding module of the 3D printer, and introduce the furan resin into the nozzle of the 3D printer; during the layer-by-layer sand-dressing process of the sand-dressing module of the 3D printer, the nozzle of the 3D printer sprays the furan resin layer by layer according to the cross-sectional shape of the part , under the action of strong...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size (mesh) | aaaaa | aaaaa |
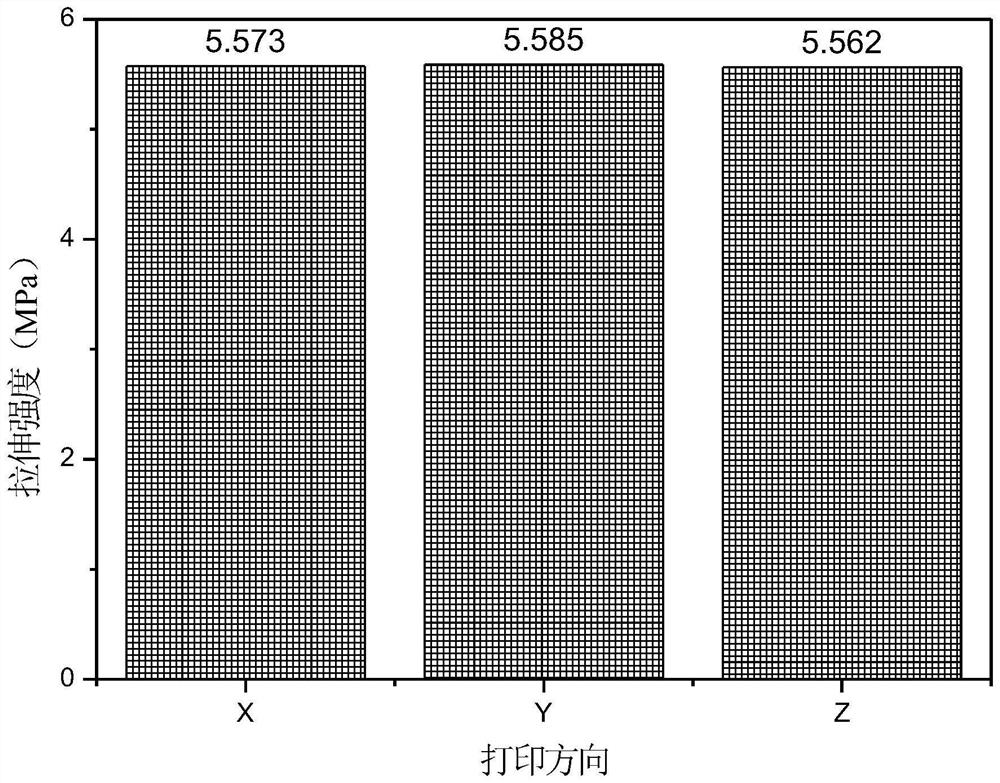
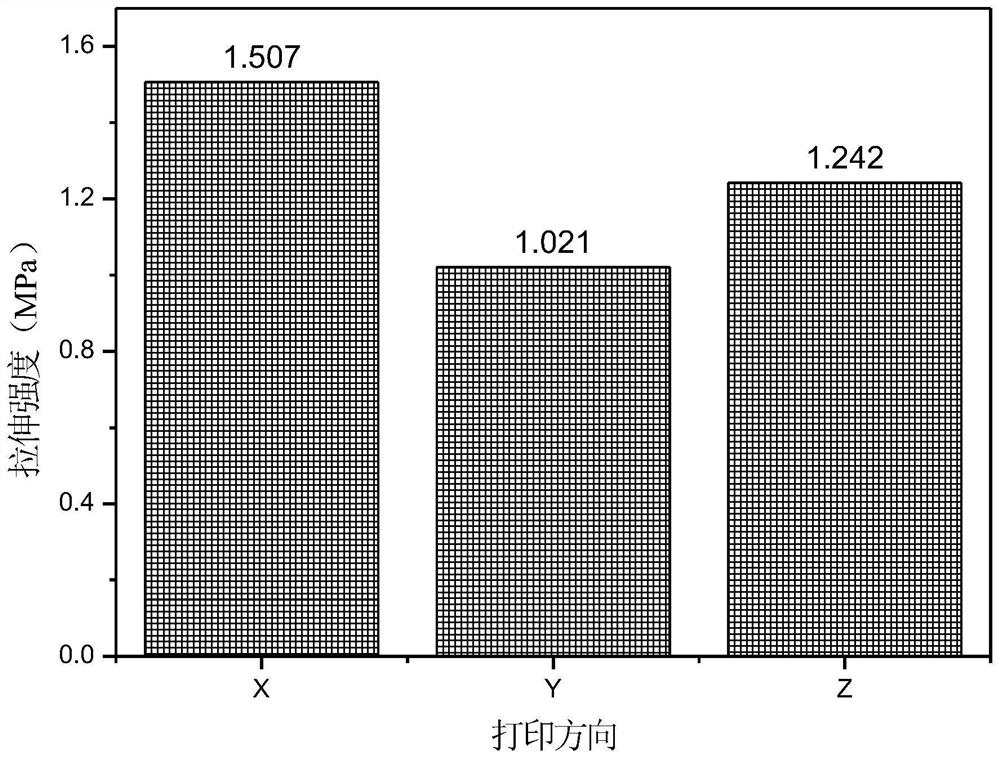
| tensile strength | aaaaa | aaaaa |
| flexural strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More