

Method for improving magnetic performance of copper-containing oriented silicon steel
A technology of oriented silicon steel and magnetic properties, which is applied in the field of improving the magnetic properties of copper-containing oriented silicon steel, can solve the problems of poor magnetic properties, low ALN content, and poor suppression ability of copper-containing oriented silicon steel, so as to improve the magnetic properties of products and improve the magnetic properties , the effect of inhibiting growth
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
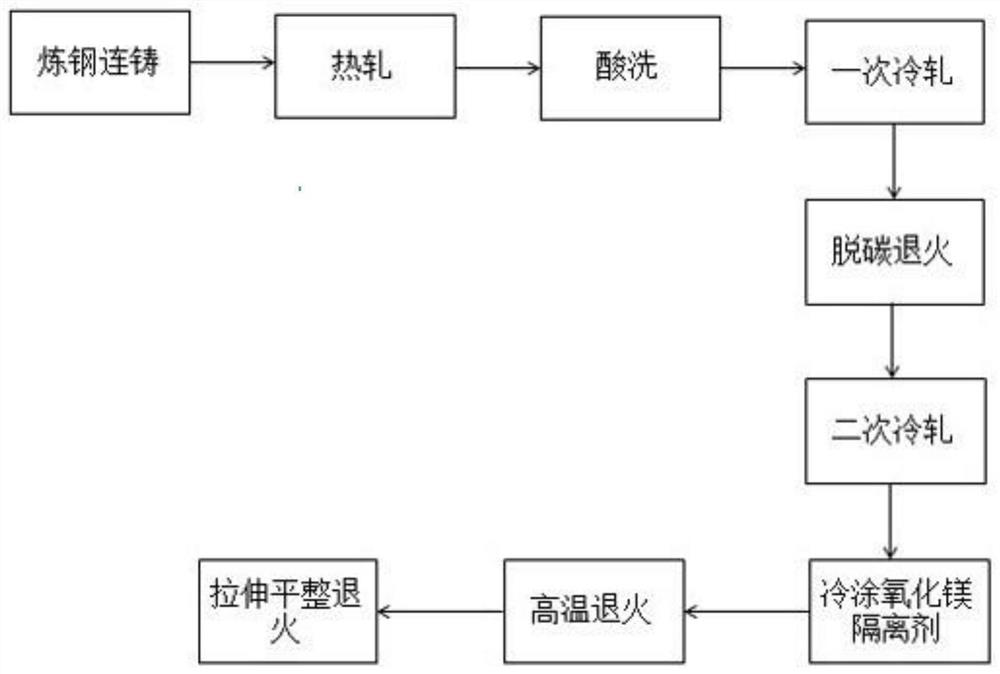
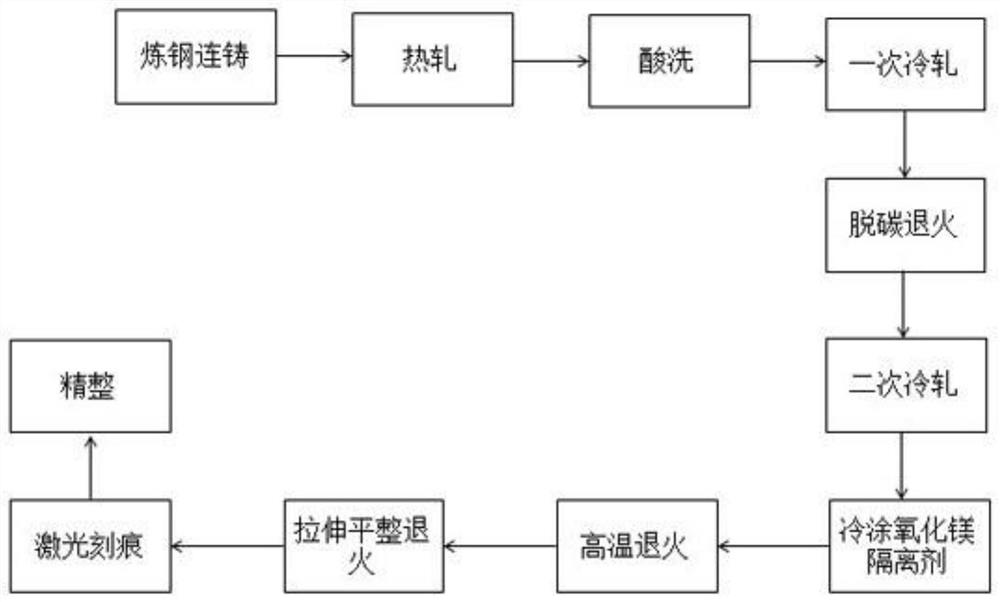
[0028] figure 1 is the process flow diagram of the present invention, refer to figure 1 shown, including steps:
[0029] First, steel was made in a 500kg vacuum converter thermal electric furnace. After the molten steel was subjected to secondary refining and continuous casting, a slab with the following composition (by weight percentage) was obtained: 0.040% C, 3.00% Si, 0.1% Mn, 0.006% ALs, 0.4 %Cu, 0.001%N, 0.02%S, the rest are Fe and inevitable impurities;
[0030] Then, the slab is heated to 1200°C for hot rolling, kept for 3 hours, and the final rolling temperature is 900-1000°C; then pickling and one-time cold rolling are performed to make the steel thickness 0.63mm and the oxygen content 700ppm;
[0031] Decarburization annealing: place the steel after primary cold rolling in a high temperature furnace, heat it to 700°C in a pure nitrogen atmosphere, and keep it for 10 minutes;
[0032] Secondary cold rolling to a thickness of 0.265mm, and then using a coating machi...
Embodiment 2
[0035] First, steel is made in a 500kg vacuum converter thermal electric furnace. After the molten steel is subjected to secondary refining and continuous casting, a slab with the following composition (by weight percent) is obtained: 0.055% C, 3.40% Si, 0.30% Mn, 0.030% ALs, 0.7 %Cu, 0.012%N, 0.025%S, the rest are Fe and inevitable impurities;
[0036] Then, the slab is heated to 1280°C for hot rolling, kept for 2.5h, and the final rolling temperature is 950-980°C; then pickling and one-time cold rolling are performed to make the steel thickness 0.60mm and the oxygen content 900ppm;
[0037] Decarburization annealing: place the steel after primary cold rolling in a high temperature furnace, heat it to 900°C in a pure nitrogen atmosphere, and keep it for 8 minutes;
[0038] Secondary cold rolling to a thickness of 0.10mm, and then using a coating machine to uniformly cold coat the surface of the steel with a magnesium oxide release agent after the secondary cold rolling; the m...
Embodiment 3
[0041] First, steel is made in a 500kg vacuum converter thermal electric furnace. After the molten steel is subjected to secondary refining and continuous casting, a slab with the following composition (by weight percentage) is obtained: 0.050% C, 3.00% Si, 0.20% Mn, 0.015% ALs, 0.5 %Cu, 0.006%N, 0.022%S, the balance is Fe and inevitable impurities;
[0042]Then, the slab is heated to 1260°C for hot rolling, kept for 2.2h, and the final rolling temperature is 950-980°C; then pickling and one-time cold rolling are performed to make the steel thickness 0.62mm, and the oxygen content is 800ppm;
[0043] Decarburization annealing: place the steel after primary cold rolling in a high temperature furnace, heat it to 850°C in a pure nitrogen atmosphere, and keep it for 9 minutes;
[0044] Secondary cold rolling to a thickness of 0.20mm, and then using a coating machine to uniformly cold coat the surface of the steel with magnesium oxide release agent after secondary cold rolling; the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More