Control method of visual welding process system
A technology of welding process and control method, applied in the control field of visual welding process system, can solve problems such as trouble, manual sorting by workers, inability to realize automatic intelligent control device, etc., and achieve the effect of ensuring consistency and fast service response
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
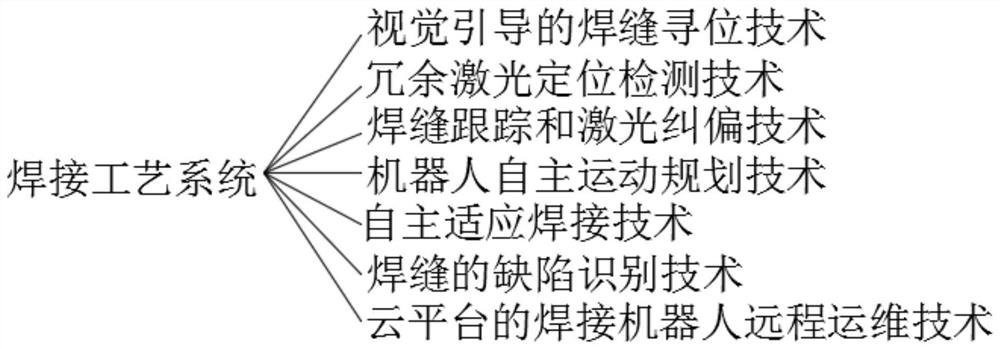
[0041] Embodiment 1: A control method for a visual welding process system, including vision-guided welding seam locating technology, redundant laser positioning detection technology, welding seam tracking and laser deviation correction technology, robot autonomous motion planning technology, autonomous adaptive welding technology and Weld defect identification technology;
[0042]Vision-guided welding seam locating technology, including visual image acquisition and preprocessing, welding seam identification, key point position coordinate calculation, welding seam teaching information and robot automatic path planning, through image processing of the weld seam image of the workpiece to be welded, Calculate the position coordinates of the start and end points of the welding seam to form the teaching information of the welding seam;
[0043] Redundant laser positioning detection technology, through the establishment of visual recognition and positioning algorithms based on deep l...
Embodiment 2
[0055] Embodiment 2: A control method for a visual welding process system, including vision-guided welding seam locating technology, redundant laser positioning detection technology, welding seam tracking and laser deviation correction technology, robot autonomous motion planning technology, autonomous adaptive welding technology and Weld defect identification technology;
[0056] Vision-guided welding seam locating technology, including visual image acquisition and preprocessing, welding seam identification, key point position coordinate calculation, welding seam teaching information and robot automatic path planning, through image processing of the weld seam image of the workpiece to be welded, Calculate the position coordinates of the start and end points of the welding seam to form the teaching information of the welding seam;
[0057] Redundant laser positioning detection technology, through the establishment of visual recognition and positioning algorithms based on deep ...
Embodiment 3
[0066] Embodiment 3: A control method for a visual welding process system, including vision-guided welding seam locating technology, redundant laser positioning detection technology, welding seam tracking and laser deviation correction technology, robot autonomous motion planning technology, autonomous adaptive welding technology and Weld defect identification technology;
[0067] Vision-guided welding seam locating technology, including visual image acquisition and preprocessing, welding seam identification, key point position coordinate calculation, welding seam teaching information and robot automatic path planning, through image processing of the weld seam image of the workpiece to be welded, Calculate the position coordinates of the start and end points of the welding seam to form the teaching information of the welding seam;
[0068] Redundant laser positioning detection technology, through the establishment of visual recognition and positioning algorithms based on deep ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More