

Casting-milling process method for manufacturing copper and copper alloy band
A technology of copper alloy strip material and processing method, which is applied in the direction of manufacturing tools, metal processing equipment, metal rolling, etc., can solve the problems of poor plastic deformation ability of as-cast structure, high cost of strip manufacturing, and high product manufacturing cost. Effects of reducing processing steps, improving rolling efficiency, and improving production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
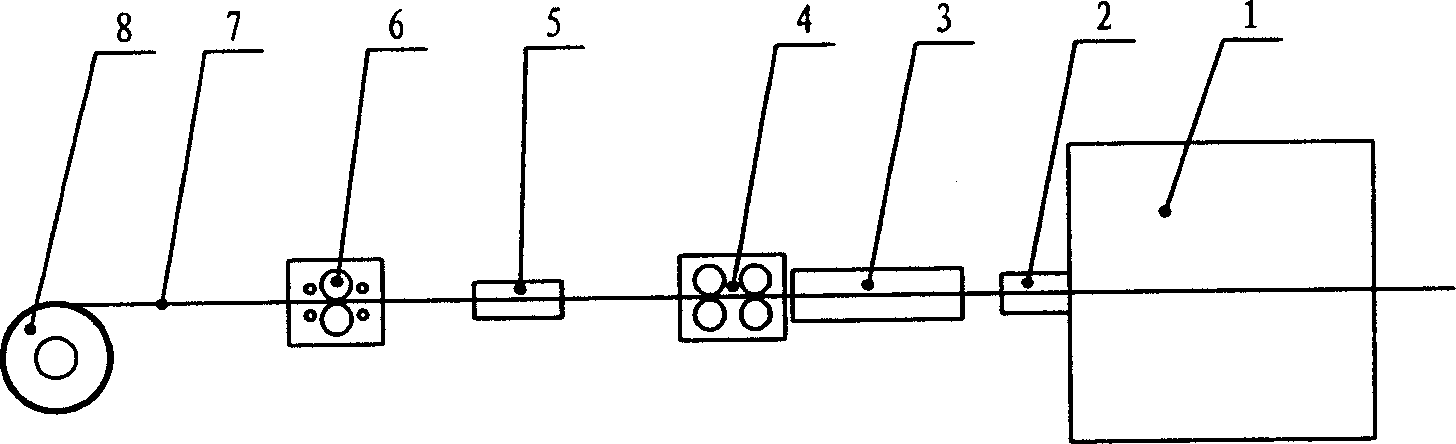
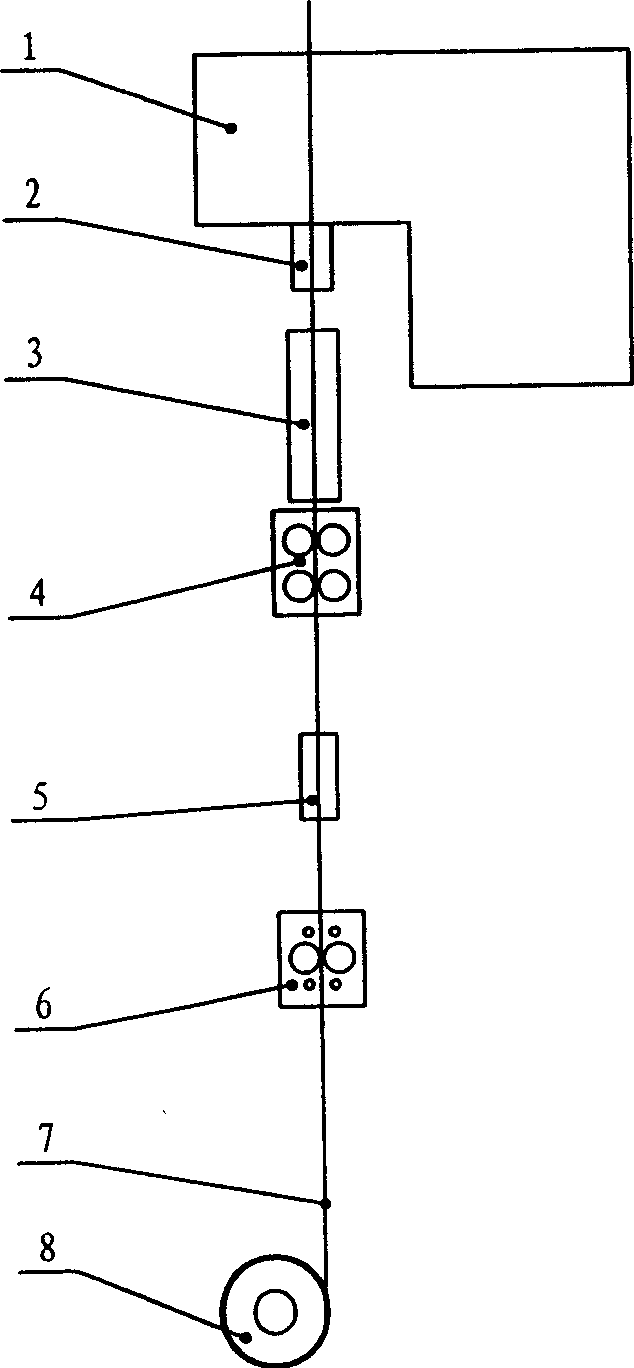
[0034] see figure 1 , figure 2 , In the figure: 1 is the continuous casting furnace, 2 is the crystallizer, 3 is the insulation cover, 4 is the strip mill, 5 is the water bath channel, 6 is the milling machine, 7 is the strip billet, and 8 is the coiler. According to a kind of cast-rolling processing method of manufacturing copper and copper alloy strip material provided by the present invention, comprises the following steps:
[0035] The first step, strip continuous casting, heat preservation, and uniform temperature treatment step: use a continuous casting machine with adjustable strip temperature to continuously cast copper and copper alloys into strips 7, and then exit the mold of the continuous casting machine under a protective atmosphere The strip blank 7 is subjected to heat preservation and uniform temperature treatment, so that the strip blank 7 is above the recrystallization initiation temperature of the corresponding material, preferably at a temperature of 450°...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More