

Powder cored wire for CrB-containing amorphous coating prepared by electric arc spraying
A technology of amorphous coating and powder core wire, which is applied in the direction of coating, metal material coating process, fusion spraying, etc., to achieve the effect of high hardness, good wear resistance and uniform coating structure
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0015] A 304L stainless steel strip of 10×0.3mm (10mm in width and 0.3mm in thickness) is selected. Roll it into a U shape first. Get 600 grams of boron chromium powder, Cr 3 C 2 200 grams of powder, 100 grams of WC powder, and 100 grams of iron powder. The various powders taken were put into a powder mixer and mixed for 10 minutes, and then the mixed powder was added into a U-shaped 304L stainless steel belt groove, and the filling rate was 30%. Close the U-shaped groove so that the medicine powder is wrapped in it, and then gradually reduce the diameter through the wire drawing die to make the diameter reach 2.0mm. The arc spraying coating is prepared on the metal substrate roughened by sand blasting, the spraying current is 150-180A, the spraying voltage is 30-32V, the spraying air pressure is 0.55MP, and the spraying distance is 150mm. The hardness and relative wear resistance of the sprayed coating are shown in Table 1.
Embodiment 2
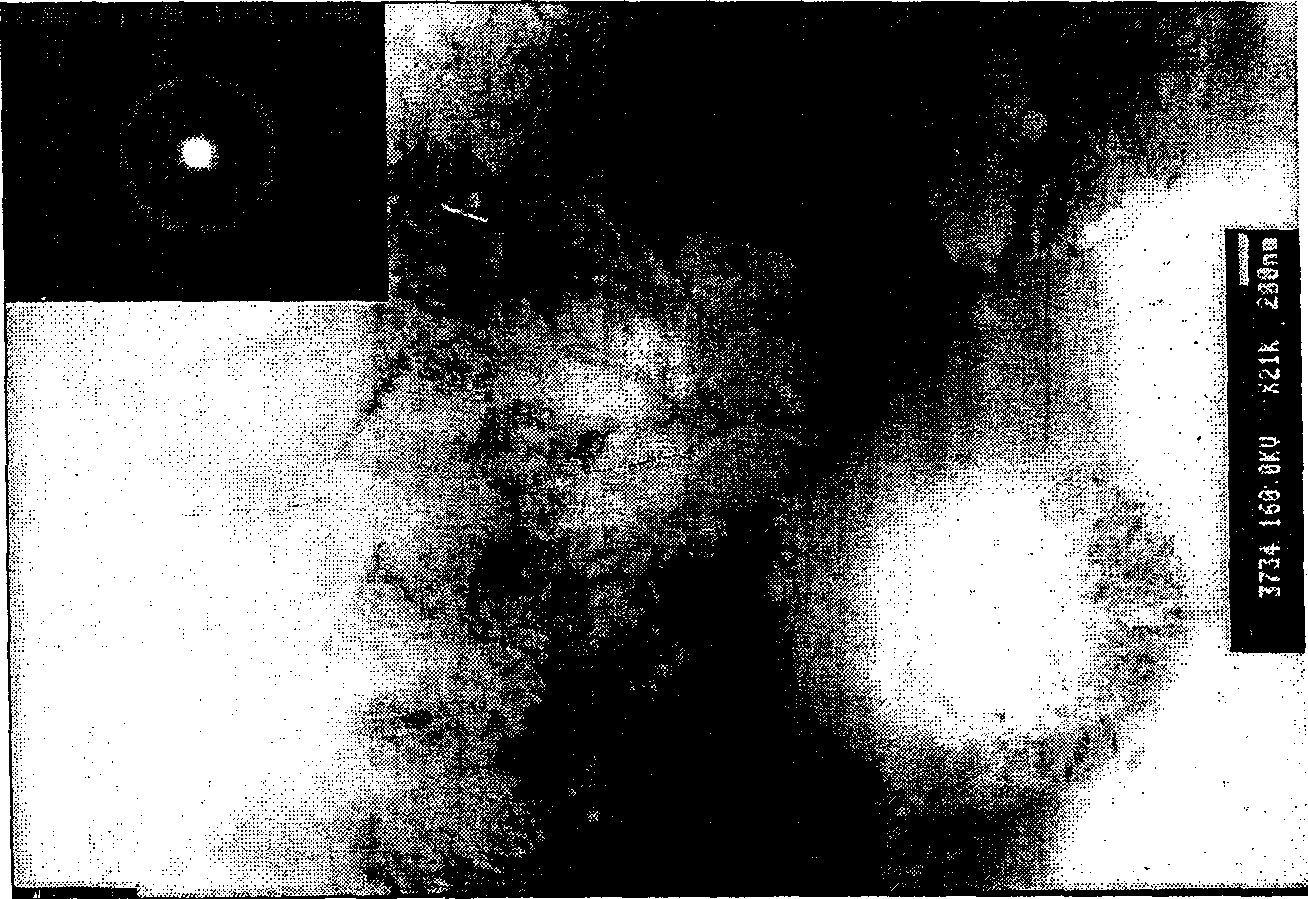
[0017] A 304L stainless steel strip of 10×0.3mm (10mm in width and 0.3mm in thickness) is selected. Roll it into a U shape first. Get boron chromium powder 650 grams, Cr 3 C 2 150 grams of powder, 100 grams of WC powder, and 100 grams of iron powder. The various powders taken were put into a powder mixer and mixed for 10 minutes, and then the mixed powder was added into a U-shaped 304L stainless steel belt groove, and the filling rate was 32%. Close the U-shaped groove so that the medicine powder is wrapped in it, and then gradually reduce the diameter through the wire drawing die to make the diameter reach 2.0mm. The arc spraying coating is prepared on the metal substrate roughened by sand blasting, the spraying current is 150-180A, the spraying voltage is 30-32V, the spraying air pressure is 0.6MP, and the spraying distance is 100mm. The hardness and relative wear resistance of the sprayed coating are shown in Table 1. The TEM photo of the coating and the selected area ...
Embodiment 3
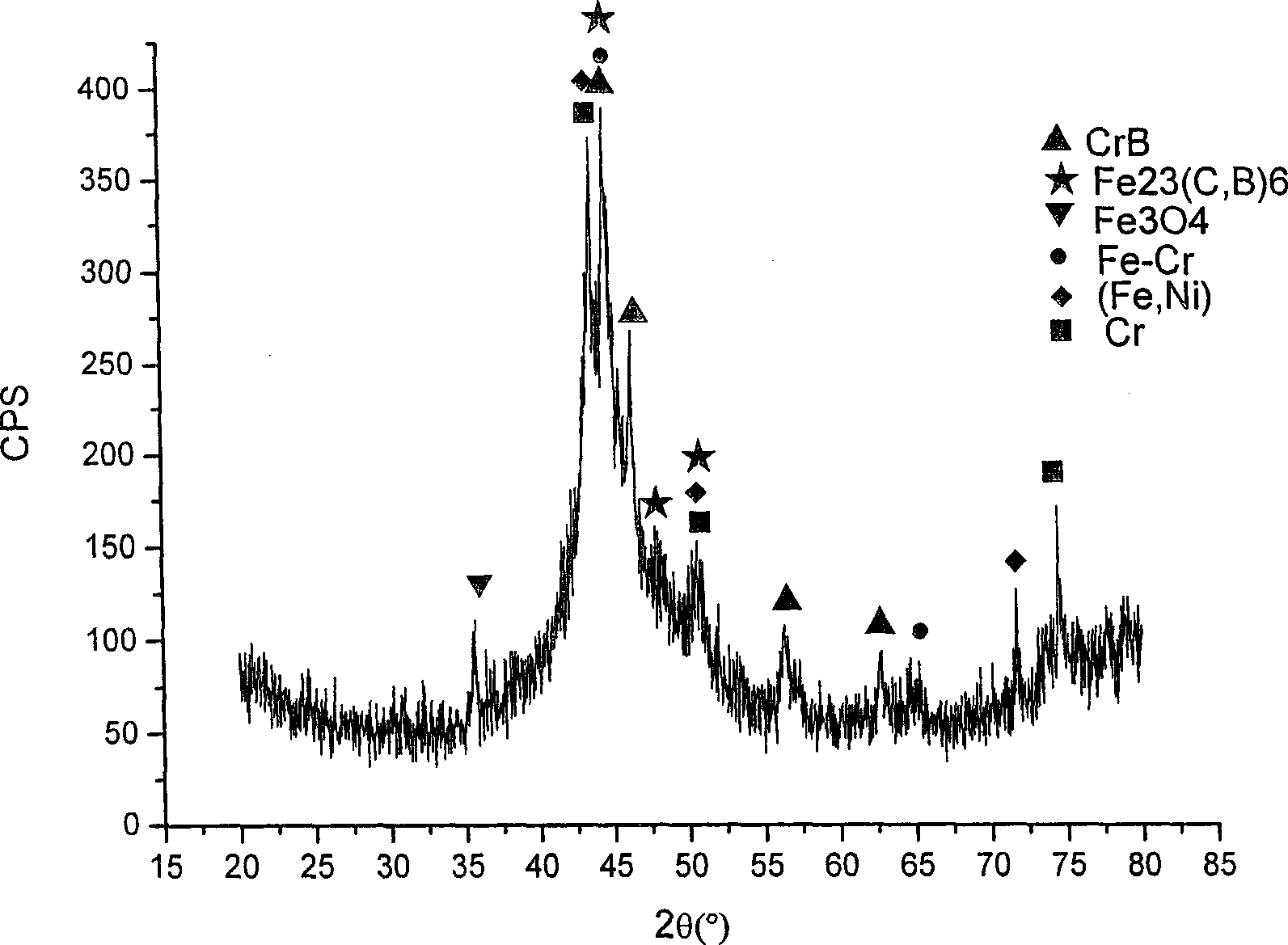
[0019] A 304L stainless steel strip of 10×0.3mm (10mm in width and 0.3mm in thickness) is selected. Roll it into a U shape first. Get 700 grams of boron chromium powder, Cr 3 C 2 100 grams of powder, 50 grams of WC powder, and 150 grams of iron powder. The various powders taken were put into the powder mixer and mixed for 10 minutes, and then the mixed powder was added into the U-shaped 304L stainless steel belt groove, and the filling rate was 34%. Close the U-shaped groove so that the medicine powder is wrapped in it, and then gradually reduce the diameter through the wire drawing die to make the diameter reach 2.0mm. The arc spraying coating is prepared on the metal substrate roughened by sand blasting, the spraying current is 150-180A, the spraying voltage is 30-32V, the spraying air pressure is 0.55MP, and the spraying distance is 200mm. The hardness and relative wear resistance of the sprayed coating are shown in Table 1, and the X-ray diffraction pattern of the coat...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More