

Austenitic-ferritic stainless steel with excellent formability
An austenitic and ferritic technology, applied in the field of austenitic-ferritic stainless steel structure), can solve problems such as insufficient hot workability, deterioration of surface properties of annealed plates, and rising costs, and achieve good tensile strength Formability and gap corrosion resistance, good weld corrosion resistance, and environmental protection effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
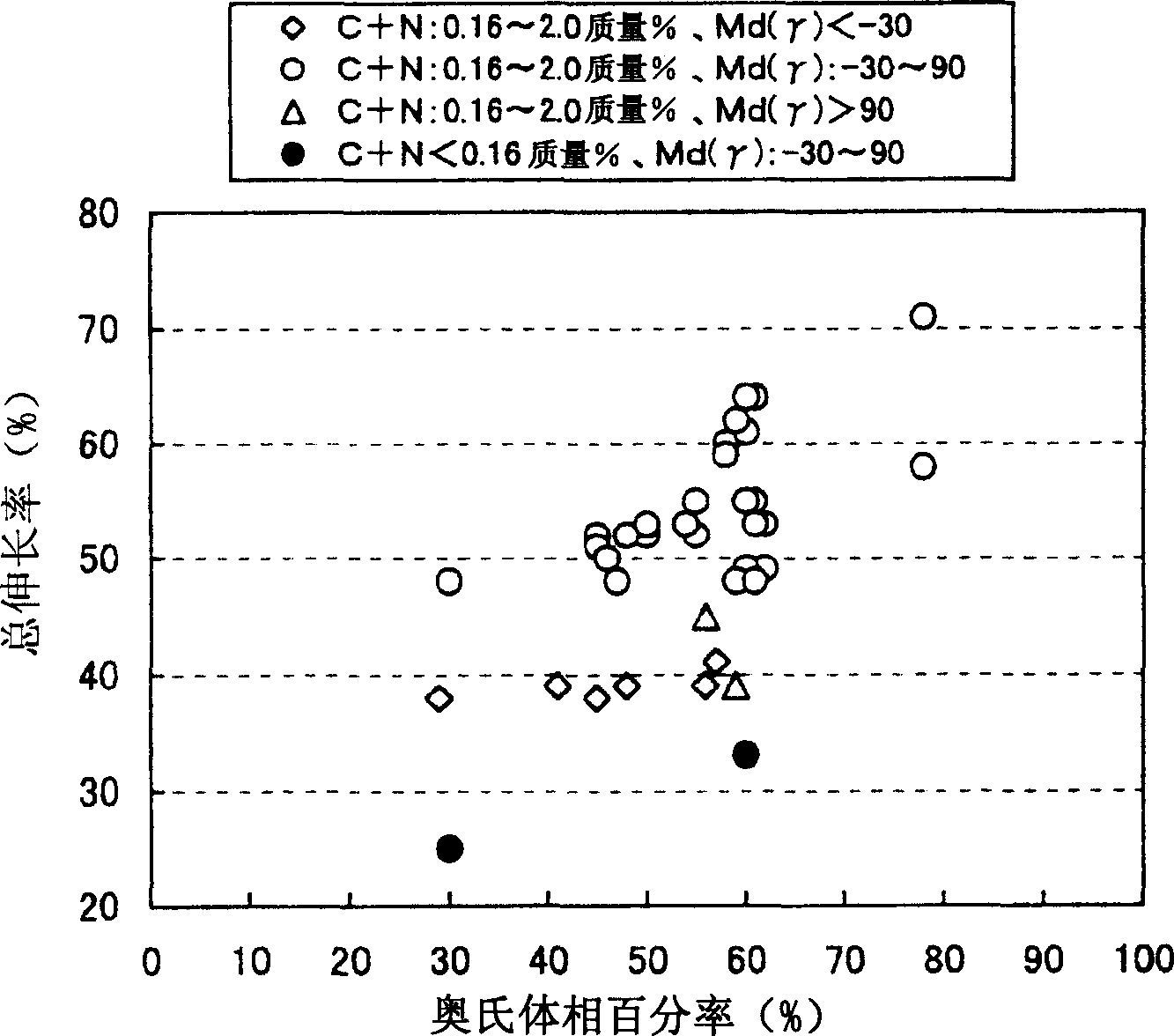
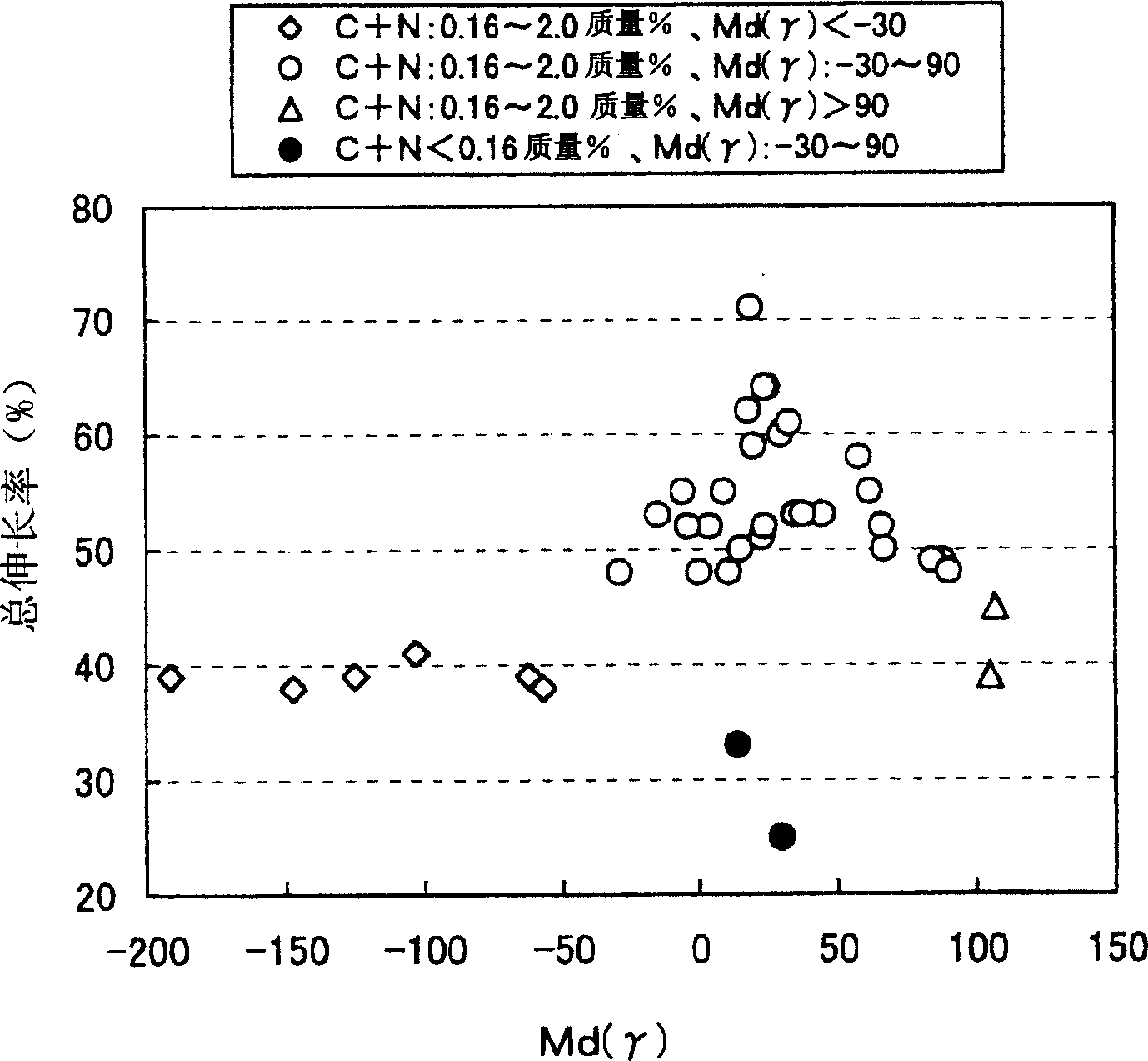
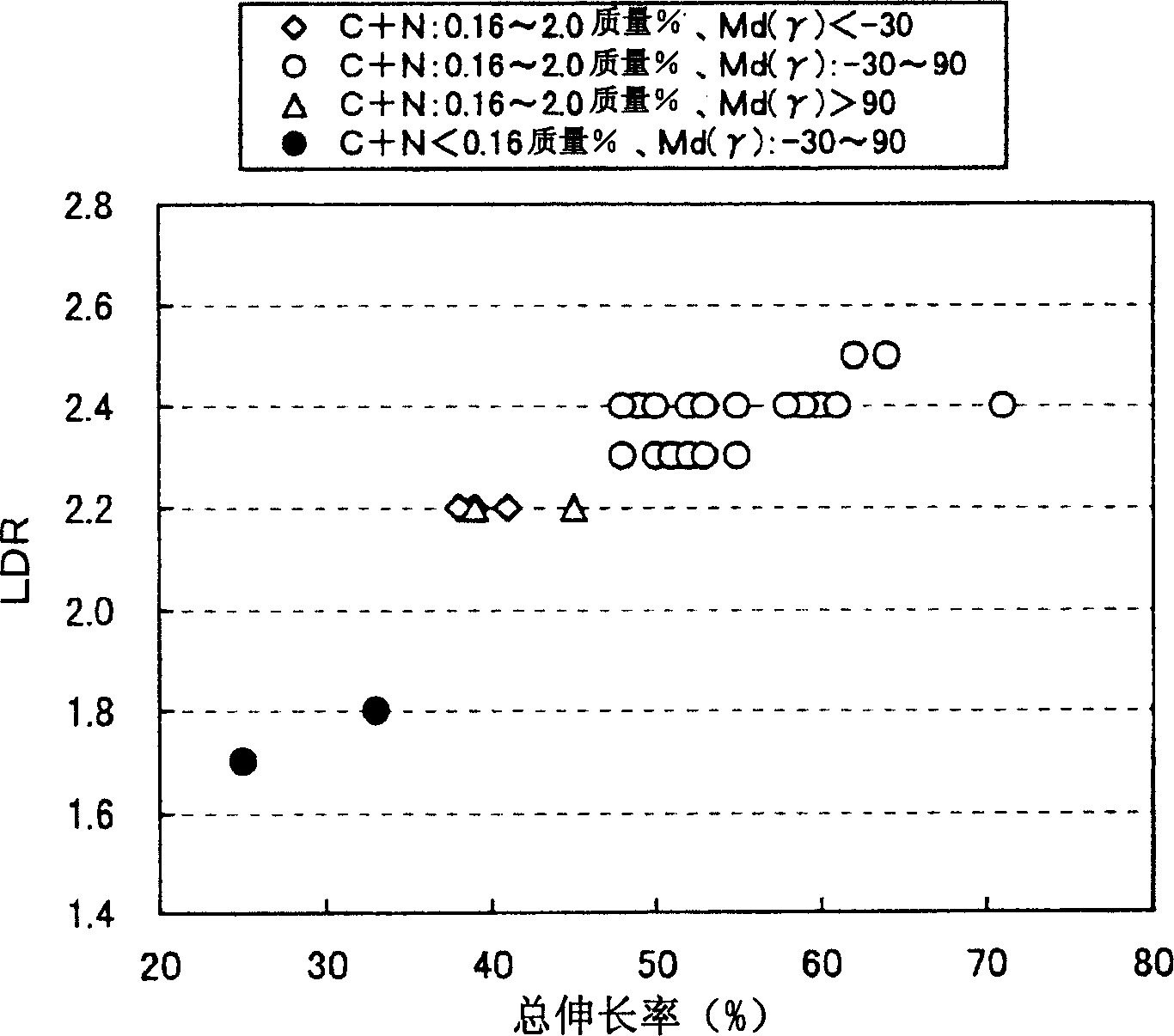
[0121] Various steels with the composition shown in Table 1 were melted in a vacuum or under an atmosphere with nitrogen partial pressure controlled to 0 to 1 atm. After being manufactured into a slab, it was heated to 1250°C, and then hot rolled ( Hot-rolled in 11 to 12 passes to a thickness of 3 to 4 mm), hot-rolled sheet annealing (1 minute at 1100°C), cold rolling (cold rolling after heating at room temperature to 300°C), at the annealing temperature shown in Table 2 Final annealing was performed for 1 minute to produce various cold-rolled and annealed sheets with different thicknesses of 0.8 mm in the percentage of austenite phase and the total amount of C and N in the austenite phase.
[0122] The cold-rolled annealed sheet produced as described above was subjected to microstructure observation, component analysis in the austenite phase, tensile test, and measurement of the limit drawing ratio (LDR: Limited Drawing Ratio) according to the following methods.
[0123]
[0124...
Embodiment 2
[0140] The various steels with the composition shown in Table 3 are melted in a vacuum or in an atmosphere with controlled nitrogen partial pressure. After the steel slab is manufactured, it is heated to 1250°C, and then hot-rolled (in 11-12 passes). Hot rolling to a thickness of 3~4mm), annealing (1 minute at 1100°C), cold rolling (heating at room temperature to 300°C and cold rolling), and then under an atmosphere with controlled nitrogen partial pressure, as shown in Table 4 , In the temperature range of 950 to 1300 ℃ for 30 to 600 seconds of final annealing, the production of austenite phase percentage and the amount of C + N in the austenite phase of different plate thickness 1.25mm cold rolled annealed plates . For these cold-rolled and annealed sheets, microstructure observation, C and N analysis in the austenite phase, and limit drawing ratio (LDR) measurement were performed by the following methods.
[0141] In addition, the observation of the structure, the C and N analy...
Embodiment 3
[0162] Various steels having the composition shown in Table 5 are melted in a vacuum or nitrogen partial pressure is controlled to a maximum pressure of 0.9 atm (882hPa) in an atmosphere, and then manufactured into slabs (or steel ingots, ingots) , Heated to 1250℃, then hot rolled (hot rolled to a thickness of 3~4mm in 11-12 passes), annealing (1 minute at 1100℃), cold rolled (cold rolled after heating at room temperature to 300℃), and then , The final annealing is performed at a temperature of 900 to 1300°C to obtain a cold rolled annealed sheet with a thickness of 1.25 mm. The obtained cold-rolled and annealed sheets were measured for the percentage of austenite phase, the tensile formability and the crevice corrosion resistance.
[0163] Here, the measurement of the percentage of austenite phase was carried out in the same manner as in Example 1. The tensile formability was performed by the Erichsen test, and the punch indentation length until cracks occurred was taken as the E...
PUM
| Property | Measurement | Unit |
|---|---|---|
| volume ratio | aaaaa | aaaaa |
| elongation | aaaaa | aaaaa |
| Area ratio | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More