

Heat treatment device of scissors products and its method
A heat treatment device and heat treatment method technology, applied in heat treatment furnaces, heat treatment equipment, heat treatment process control and other directions, can solve the problems of insufficient smoothness and hardness, sharp edges, etc., and achieve excellent surface technology, sharp edges, and improved heat treatment efficiency. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
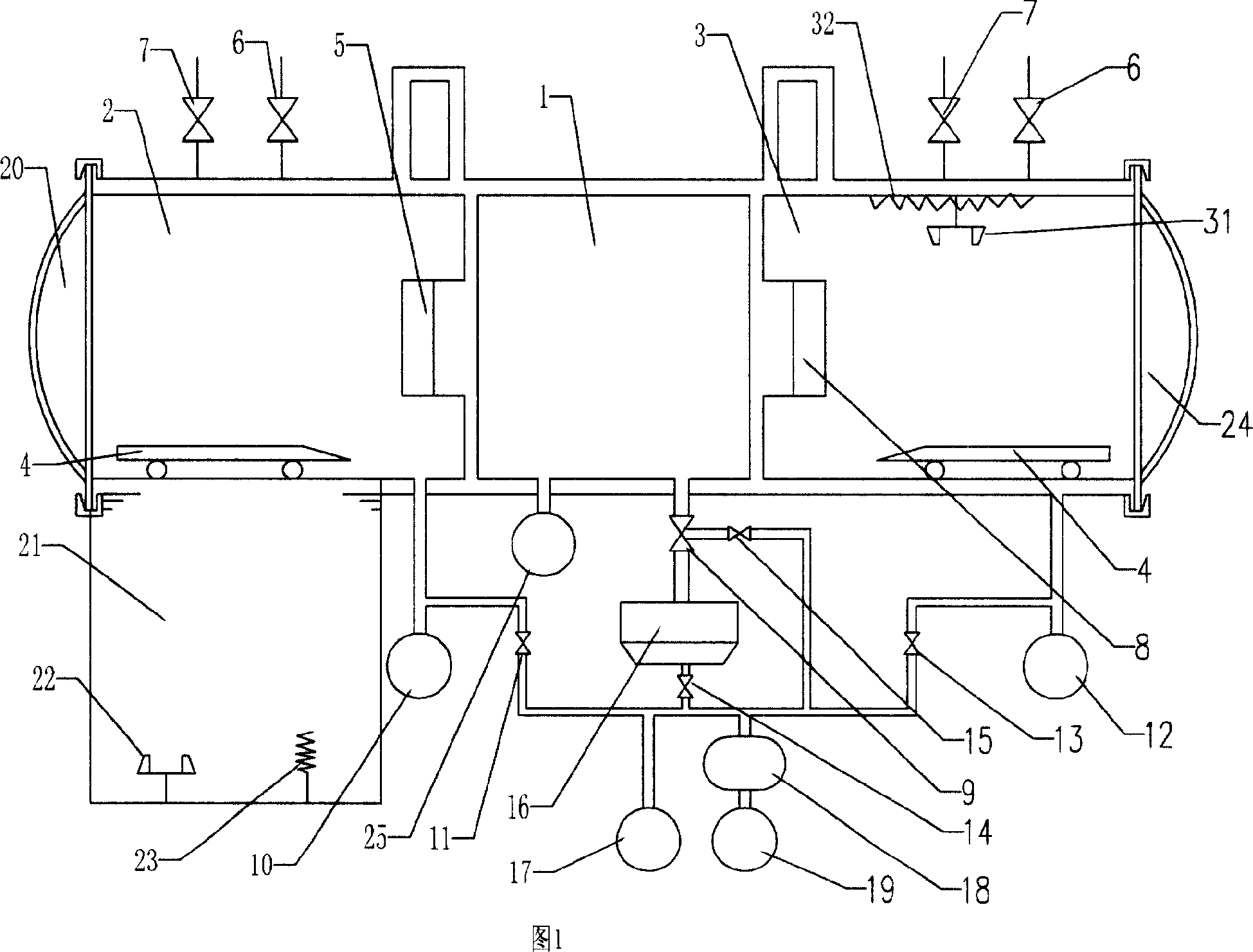
[0024] As shown in Figure 1, the vacuum heat treatment furnace includes a heating chamber 1, an oil quenching chamber 2, a gas quenching chamber 3, an electric control system, a quick transfer device, and an exhaust, gas charging system and cooling system connected to the heating chamber 1 and the cooling chamber The oil quenching chamber 2 and the gas quenching chamber 3 are respectively arranged at both ends of the heating chamber 1, the heating chamber 1 is connected with the oil quenching chamber 2 and the gas quenching chamber 3, and an insulating door 5, which can be opened and closed is arranged between the two. 8. The workpiece car 4 in the quick transfer device can pass through the insulation doors 5 and 8 to reciprocate between the heating chamber 1, the oil quenching chamber 2, and the gas quenching chamber 3. The electronic control system and the workpiece car 4, exhaust and inflation systems, The cooling system and the insulating doors 5, 8 are connected by mechani...
Embodiment 2
[0030] The difference between embodiment two and embodiment one is that the oil quenching is changed to gas quenching, and the operation process is basically the same as the oil quenching operation. That is to say, the workpiece is preheated from the gas quenching chamber 3, passes through the heating chamber 1 and then returns to the gas quenching chamber 3 for gas quenching. When the workpiece car 4 returns to the gas quenching chamber 3 from the high position of the heating chamber 1, close the middle insulation heat 8, and quickly fill in nitrogen gas. Up to 0.5Mpa, the high-pressure high-flow rate cold air circulation quenches the workpiece.
Embodiment 3
[0032] Compared with the first embodiment, the third embodiment differs in that the workpiece is preheated in the gas quenching chamber 3 and oil quenched in the oil quenching chamber 1 . That is to say, the workpiece enters from the gas quenching chamber 3, passes through the heating chamber 1, and then enters the oil quenching chamber 2 for oil quenching. When the workpiece car 4 enters the gas quenching chamber 3, the gas quenching chamber 3 is evacuated, and the heating chamber 1 is evacuated to not less than 1.33Pa. When the workpiece car 4 enters the oil quenching chamber 2 from the heating chamber 1, it is closed. The intermediate heat 5 fills the oil quenching chamber 2 with nitrogen from the inflation valve 7, and the nitrogen pressure is less than or equal to 0.16Mpa; at the same time, the workpiece car 4 is lowered into the oil tank, and the oil agitator 22 is started to oil quench the workpiece. After oil quenching finishes, workpiece car 4 rises, and oil agitator ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More