Vulcanized rubber molded product, method of producing the same, and use of the molded product
Inactive Publication Date: 2005-04-14
MITSUI CHEM INC
View PDF0 Cites 20 Cited by
Summary
Abstract
Description
Claims
Application Information
AI Technical Summary
This helps you quickly interpret patents by identifying the three key elements:
Problems solved by technology
Method used
Benefits of technology
Benefits of technology
The present invention is to solve the problems in the above prior art, and the object of the present invention is to provide a vulcanized rubber molded product which is a foamed product (sponge), has surface smoothness equal to or higher than that of a non-foamed product as a vulcanized rubber molded product, has excellent mechanical strength properties (tensile strength at break, tensile elongation at break etc.), and has compression set resistance and abrasion resistance and a method of producing the same, as well as a vulcanized rubber molded product which is a non-foamed product (solid), is superior in surface smoothness to a conventional non-foamed vulcanized rubber molded product and has excellent compression set resistance, mechanical strength properties (tensile strength at break, tensile elongation at break etc.) and abrasion resistance and a method of producing the same.
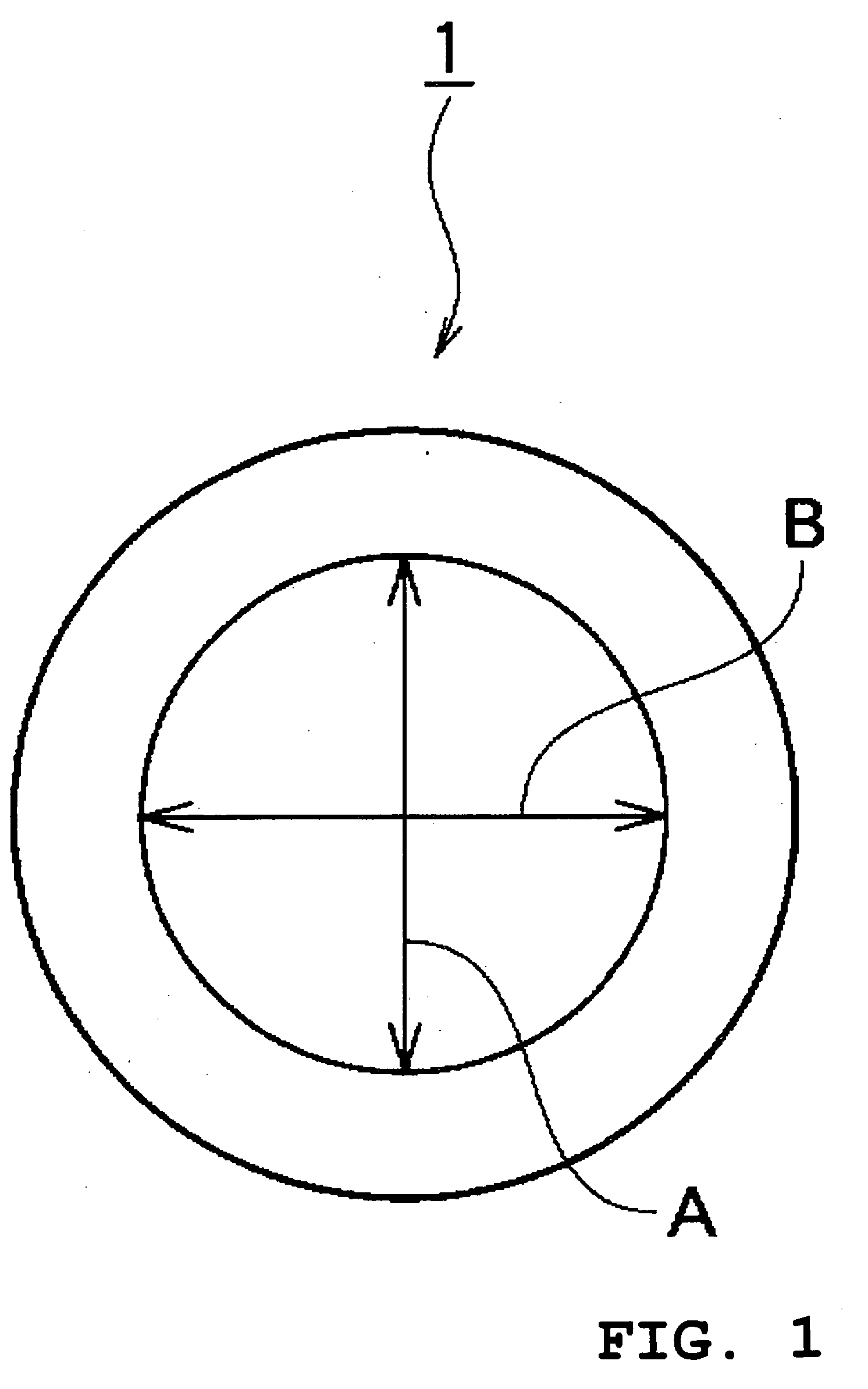
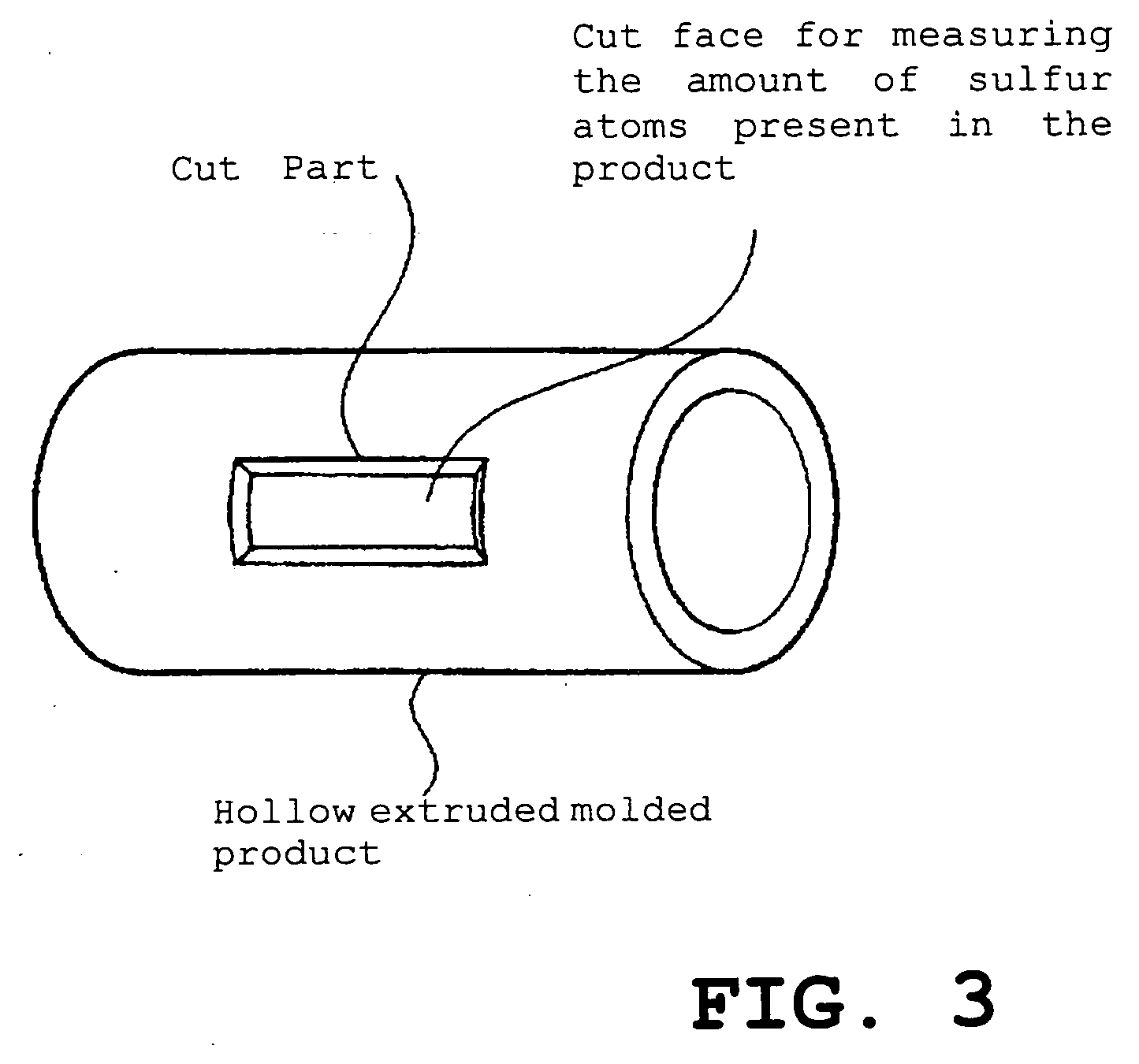
The vulcanized rubber molded product according to the present invention is a foamed product (sponge) or a non-foamed product (solid) wherein the amount of sulfur atoms present in the surface thereof is at least 1.2 times as high as the amount of sulfur atoms present in a cut face obtained by cutting the surface to a depth of 1.0 mm in the vertical direction, and thus the foamed product in the vulcanized rubber molded products of the present invention has surface smoothness equal to or higher than that of a non-foamed product as a vulcanized rubber molded product, has excellent mechanical strength properties (tensile strength at break, tensile elongation at break etc.), and has compression set resistance and abrasion resistance. In the vulcanized rubber molded products of the present invention, the non-foamed product is superior in surface smoothness to a conventional non-foamed vulcanized rubber molded product and has excellent compression set resistance, mechanical strength properties (tensile strength at break, tensile elongation at break etc.) and abrasion resistance.
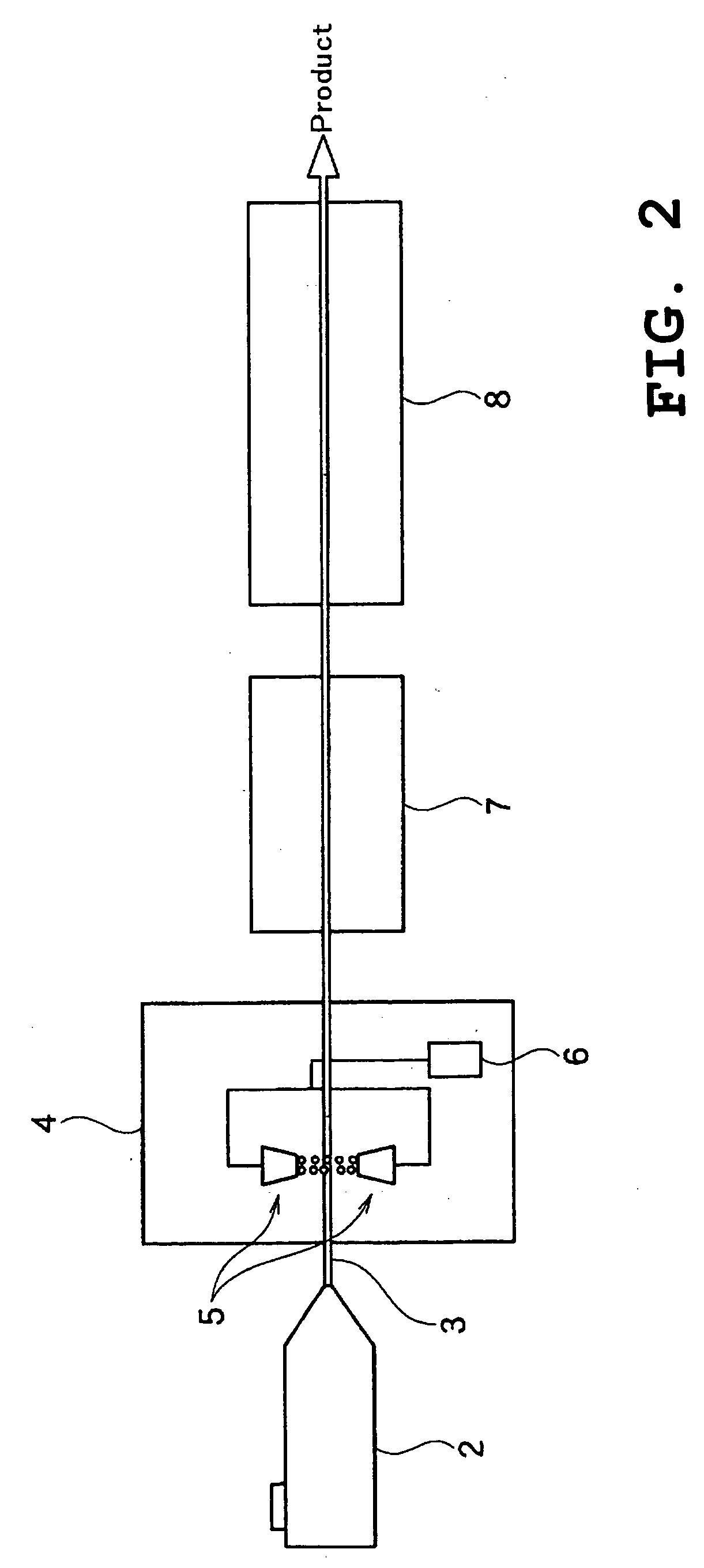
According to the method of producing the vulcanized rubber molded product in the present invention, droplets or spray of a liquid containing an elementary substance consisting of a non-oxygen element in the group VI in the periodic table are allowed to adhere to the surface of a non-vulcanized rubber composition containing an elemental sulfur and / or a sulfur compound as a crosslinking agent, followed by vulcanizing or vulcanizing and foaming the composition, and thus the vulcanized rubber molded product (foamed product, non-foamed product) of the invention having the above effects can be obtained.
By the surface treatment method of spraying the above liquid onto the surface of the non-vulcanized (non-foamed) rubber composition before vulcanization of sulfur and / or sulfur compound according to the present invention, the design of the resulting rubber product can be significantly improved, and particularly the foamed product can achieve excellent design which has hardly been achieved in the prior art and simultaneously achieve excellent compression set resistance and shape retention with improvements of foaming efficiency, and is also excellent in mechanical strength (tensile strength at break) and tensile elongation at break. The solid product is also excellent in compression set resistance, shape retention, mechanical strength (tensile strength at break), and tensile elongation at break.
Problems solved by technology
When the foamed cells push up the surface of the vulcanized rubber product, the surface of the product becomes uneven to deteriorate its design.
On the other hand, a vulcanized rubber product having the cells in broken state is not preferable because water permeates through the surface to deteriorate the functions thereof as a sealing product.
The vulcanized rubber molded product obtained by this conventional surface treatment method is excellent in design, but the chemical odor of the xanthogenate is strong, and it is troublesome to remove the chemical odor.
As the method of coating the surface of the non-vulcanized rubber with the above treatment liquid, a dipping method using a coating bath is presented, but in this method where the non-vulcanized rubber is passed through the coating bath, the rubber surface is marred or the rubber molded product is deformed, and the rubber molded product in such state is converted into a vulcanized rubber product, which may result in deterioration of the design of the product.
When the non-vulcanized rubber is molded at a lower molding speed, the rubber moves in a zigzag direction in a vulcanizing bath and entangled or bent in the chamber, which may result in problems such as failure to give an excellent vulcanized rubber product.
Accordingly, the sponge rubber and solid rubber show a different rate of crosslinkage at the molding temperature used, and thus one rubber tends to be excessively crosslinked while the other rubber tends to be poorly crosslinked.
As a result, the product consisting of the 2 or 3 layers described above can be poor in interfacial adhesion between the sponge rubber and solid rubber, to easily cause defects such as interfacial separation.
However, such materials may scorch during molding to fail to give a product and are thus not practical.
Conventionally, when vulcanized rubber products having extremely excellent surface smoothness are to be obtained, many problems described above occur, and thus vulcanized rubber molded products (e.g. extruded sponge rubber, extruded solid rubber) having excellent surface smoothness have not been obtained.
Accordingly, the design of rubber compositions achieving both tensile elongation and tensile strength is extremely difficult.
Method used
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
View more
Image
Smart Image Click on the blue labels to locate them in the text.
Viewing Examples
Smart Image
Click on the blue label to locate the original text in one second.
Reading with bidirectional positioning of images and text.
Smart Image
Examples
Experimental program
Comparison scheme
Effect test
example 1
[Preparation of Non-Vulcanized Non-Foamed Rubber Composition and Vulcanized Rubber Foamed Product]
First, 120.0 parts by weight of ethylene / propylene / non-conjugated polyenecopolymer rubber (EPT-A) were masticated for 30 seconds, and then 5.0 parts by weight of zinc white No. 1, 1.0 part by weight of stearic acid and 50.0 parts by weight of a softening agent [trade name: Dianaprocess PW-380, paraffin oil manufactured by Idemitsu Kosan Co., Ltd.] were added thereto, and finally 90.0 parts by weight of SRF carbon black [trade name: Asahi #50HG, manufactured by Asahi Carbon Co., Ltd.] were added thereto and kneaded for 4 minutes, and the resulting compound was discharged. The temperature of the compound after discharge was 150 to 170° C. The kneading was carried out in a Banbury mixer having a volume of 16 L (manufactured by Kobe Steel, Ltd.) in a charging degree of 70%.
Then, this compound was wound on 14-inch open rolls (the surface temperature of a former roll, 50° C.; the surface...
example 2
A tubular vulcanized rubber foamed product (weather strip sponge product) was obtained in the same manner as in Example 1 except that a treatment liquid (2) having the following composition, prepared in the same manner as in the method of preparing the treatment liquid (1) was used in place of the treatment liquid (1).
The composition of the treatment liquid (2) was 5 wt % powdery sulfur (vulcanizing agent), 5 wt % tetramethyl thiuram disulfide (vulcanizing accelerator) [trade name: Sunseller TT manufactured by Sanshin Chemical Industry Co., Ltd.], 85.8 wt % water, and 4.2 wt % surfactant (2.0 wt % polymethacrylic acid and 2.2 wt % dodecyl trimethyl ammoniumbromide).
According to the methods described above, the vulcanized rubber foamed product thus obtained was measured for the surface roughness of the product, the surface roughness of the internal surface of the hollow, shape retention, tensile strength at break (TB), elongation (EB), compression set (CS), abrasion resistance,...
example 3
A tubular vulcanized rubber foamed product (weather strip sponge product) was obtained in the same manner as in Example 1 except that a treatment liquid (3) having the following composition prepared in the same manner as in the method of preparing the treatment liquid (1) was used in place of the treatment liquid (1).
The composition of the treatment liquid (3) was 5 wt % powdery sulfur (vulcanizing agent), 5 wt % zinc-di-n-butyl dithiocarbonate (vulcanizing accelerator) [trade name: Sunseller Bz manufactured by Sanshin Chemical Industry Co., Ltd.], 85.8 wt % water, and 4.2 wt % surfactant (2.0 wt % polymethacrylic acid and 2.2 wt % dodecyl trimethyl ammoniumbromide).
According to the methods described above, the vulcanized rubber foamed product thus obtained was measured for the surface roughness of the product, the surface roughness of the internal surface of the hollow, shape retention, tensile strength at break (TB), elongation (EB), compression set (CS), abrasion resistance...
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
PUM
Property
Measurement
Unit
Depth
aaaaa
aaaaa
Shape
aaaaa
aaaaa
Surface roughness
aaaaa
aaaaa
Login to View More
Abstract
The present invention provides a vulcanized foamed rubber molded product which has surface smoothness equal to or higher than that of a non-foamed vulcanized rubber molded product, has excellent mechanical strength properties, compression set resistance and abrasion resistance and a non-foamed vulcanized rubber molded product which is superior in surface smoothness to a conventional non-foamed vulcanized rubber molded product and has excellent compression set resistance, mechanical strength properties and abrasion resistance, as well as a method of producing the same. The molded product of the present invention is characterized in that the amount of sulfur atoms present in the surface thereof is at least 1.2 times as high as the amount of sulfur atoms present in a cut face obtained by cutting the surface to a depth of 1.0 mm in the vertical direction. The method of producing comprises allowing droplets or spray of a liquid containing an elementary substance consisting of a non-oxygen element in the group VI in the periodic table to adhere to the surface of a non-vulcanized rubber composition containing an elemental sulfur and / or a sulfur compound as a crosslinking agent, and then vulcanizing or vulcanizing and foaming the composition.
Description
BACKGROUND OF THE INVENTION 1. Field of the Invention The present invention relates to a vulcanized rubber molded product obtained by sulfur crosslinkage (vulcanization) and a method of producing the same and in particular to a vulcanized rubber molded product that is a foamed product obtained by continuously crosslinking (vulcanization) / foaming a rubber composition containing ethylene / α-olefin / non-conjugated polyenecopolymer rubber etc. by a vulcanizing device such as a heated air vulcanizing bath (HAV), an ultra-high frequency vulcanizing device (UHF) etc., which is excellent in design, excellent in properties such as mechanical strength properties (tensile strength at break, tensile elongation at break), compression set resistance, abrasion resistance etc., and suitable for applications to automobile weather strips, glass run channels, opening trims, hoses etc., and a method of producing the same. 2. Description of the Related Art Ethylene / α-olefin / non-conjugated polyene cop...
Claims
the structure of the environmentally friendly knitted fabric provided by the present invention; figure 2 Flow chart of the yarn wrapping machine for environmentally friendly knitted fabrics and storage devices; image 3 Is the parameter map of the yarn covering machine
Login to View More
Application Information
Patent Timeline
Application Date:The date an application was filed.
Publication Date:The date a patent or application was officially published.
First Publication Date:The earliest publication date of a patent with the same application number.
Issue Date:Publication date of the patent grant document.
PCT Entry Date:The Entry date of PCT National Phase.
Estimated Expiry Date:The statutory expiry date of a patent right according to the Patent Law, and it is the longest term of protection that the patent right can achieve without the termination of the patent right due to other reasons(Term extension factor has been taken into account ).
Invalid Date:Actual expiry date is based on effective date or publication date of legal transaction data of invalid patent.



 Login to View More
Login to View More