

Combined effusion and thick TBC cooling method
a cooling method and effusion technology, applied in the direction of superimposed coating process, machine/engine, light and heating apparatus, etc., can solve the problems of reducing tbc deposits in cooling holes can detrimentally affect the service life of components, and the edge of the edge of the edge of the cooling hole can be chipped and cracked
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
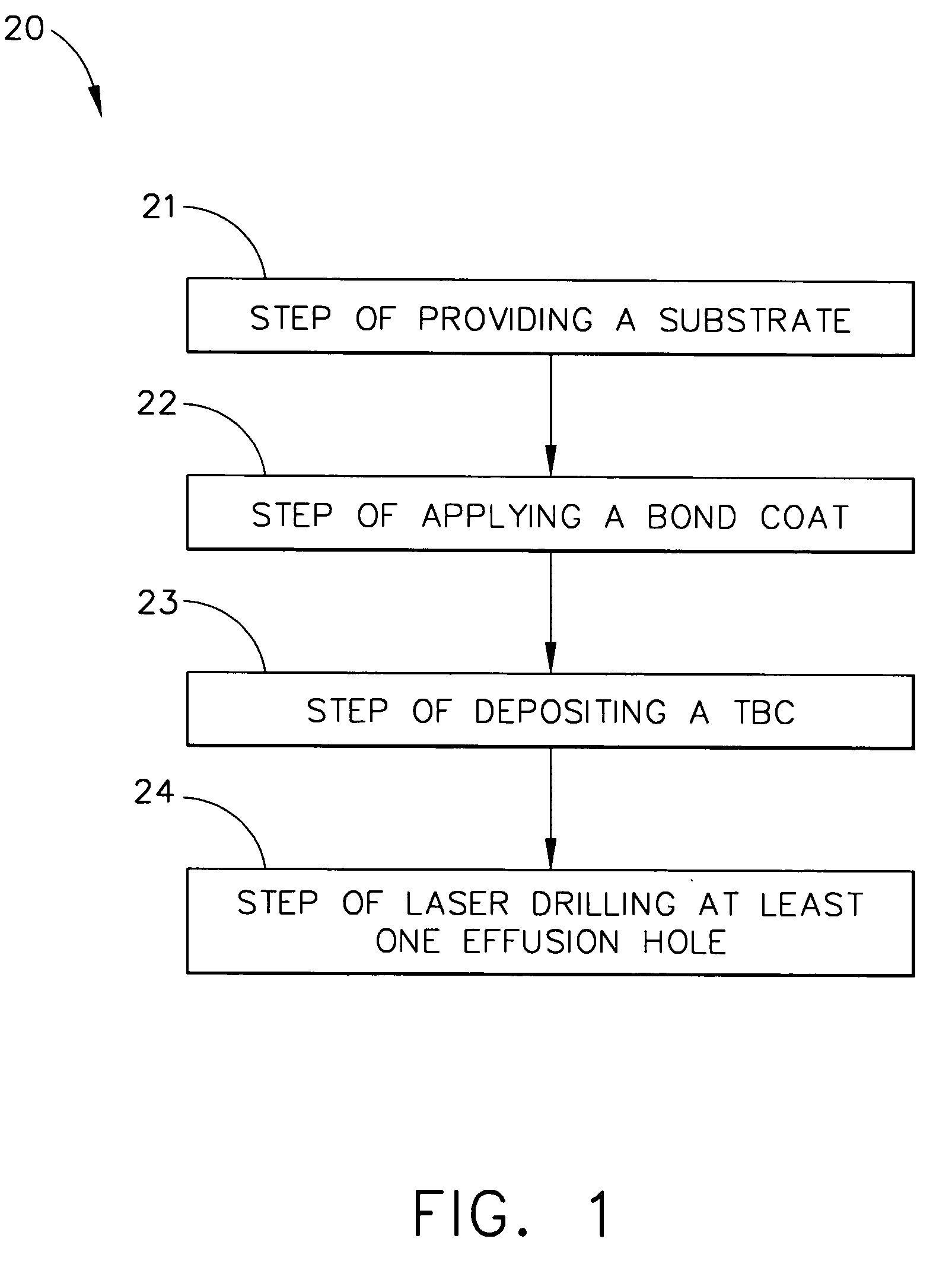
Method used
Image

Examples
example 1
[0048] A substrate comprising HA230™ (available from Haynes International) was formed into a 8″×12″ diameter cylinder. A bond coat comprising NiCrAlY, which had a nominal composition of 31 weight % Cr, 11 wt % Al, 0.5 wt % Y, and the balance Ni, was applied by plasma spray to a thickness of 0.0055 plus or minus 0.0025 inches. A TBC comprising 20 weight % yttria stabilized zirconia was deposited by Praxair Surface Technology, Inc. (Indianapolis, Ind.) to a thickness of 0.040 plus or minus 0.003 inches. The coated cylinder was laser drilled using conventional percussion on-the-fly laser drilling techniques. The TBC crack length vs laser pulse power setting (Joules) is shown in FIG. 6. For each power J setting, four holes were drilled. The holes each had a nominal diameter of 0.020 inch. The laser defocus, which is the distance of the lens focal point above the ceramic surface, was 0.08 inch. As can be seen, power setting 15.0 Joules resulted in TBC cracks ranging from about 0.00 to ab...
example 2
[0050] A substrate comprising HA230™ (available from Haynes International) was formed into a 8″×12″ diameter cylinder. A bond coat comprising NiCrAlY was applied by plasma spray to a thickness of 0.0055 plus or minus 0.0025 inches. A TBC comprising 20 weight % yttria stabilized zirconia was deposited by Praxair Surface Technology, Inc. to a thickness of 0.040 plus or minus 0.003 inches. The coated cylinder was laser drilled using conventional stationary percussion laser drilling techniques. The TBC interface crack length vs laser defocus relationship is shown in FIG. 8. Four holes were drilled for each laser defocus settings of 0.080, 0.125 and 0.250 inch. Three holes were drilled for the defocus setting of 0.500 inch. The holes each had a nominal diameter of 0.020 inch. As can be seen, laser defocus setting of 0.250 inch produced TBC interface cracks 36 ranging from about 0.005 to about 0.045 inches.
[0051]FIGS. 9a and 9b show cross-sectional views of the stationary percussion dril...
example 3
[0052] A substrate comprising HA230™ (available from Haynes International) was formed into a 8″×12″ diameter cylinder. A bond coat comprising NiCrAlY was applied by plasma spray to a thickness of 0.0055 plus or minus 0.0025 inches. A TBC comprising 20 weight % yttria stabilized zirconia was deposited by Praxair Surface Technology, Inc. to a thickness of 0.040 plus or minus 0.003 inches. The coated strip was laser drilled using conventional stationary percussion laser drilling techniques. The holes were drilled at laser pulse process settings of 9.4 J, 0.5 microsecond, 0.25″ defocus. A variety of pulses were used to drill four partial holes, shown in FIG. 10. These holes illustrate the propagation of percussion holes through the coating and initial penetration into the substrate. (These holes were not intended to penetrate the full thickness of the specimen.) The first hole 51 was formed using a series of 20 pulses, the second hole 52 was formed using 25 pulses, the third hole 53 was...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More