

Prepreg, intermediate material for forming frp, and method for production thereof and method for production of fiber-reinforced composite material
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example 1
[0137] The matrix resin was applied uniformly to a release sheet at a resin weight of 430 g / m2, thus forming a resin film. This resin film was supplied to a piece of carbon fiber cloth TRK510, manufactured by Mitsubishi Rayon Co., Ltd. (fiber weight 646 g / m2, 2 / 2 twill) from the bottom surface of the cloth, thus impregnating the carbon fiber cloth with the resin. The temperature during impregnation was 60° C., and the pressure was adjusted to complete the preparation of a prepreg. When the resin impregnation ratio of the thus produced prepreg was measured, the result was 90%, thus confirming the prepreg as conforming to the present invention.
[0138] Next, using the release sheet side of the thus produced prepreg of the present invention as the tool side (a stainless steel plate), a 4-ply laminate was formed at 0° C. The layers from the second layer up were arranged so that the release sheet side of the prepreg faced the opposite side of the previous layer. Vacuum bag molding was con...
example 4
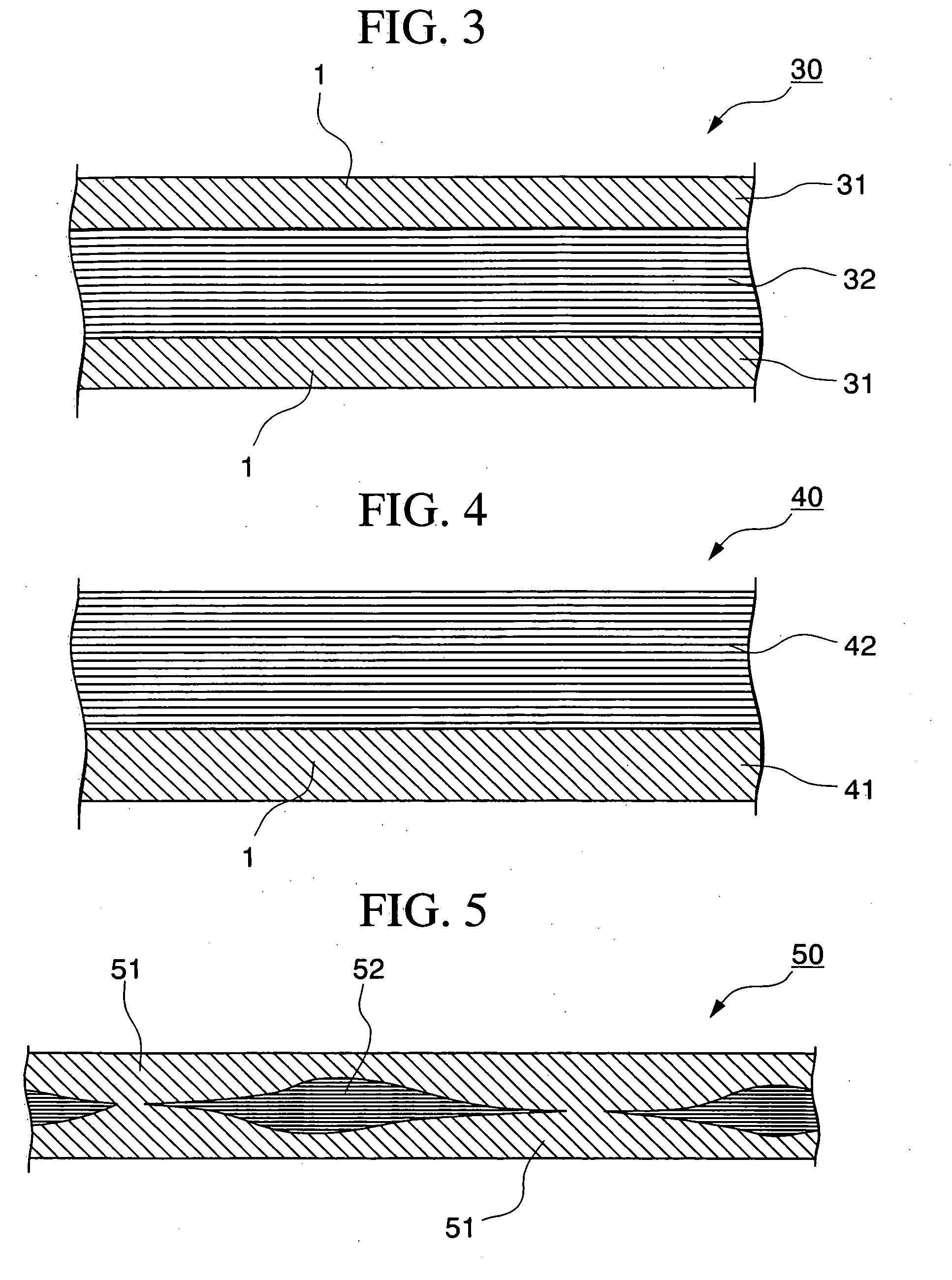
[0147] An epoxy resin composition #830 manufactured by Mitsubishi Rayon Co., Ltd. was used as the matrix resin. Using this resin, a resin film was prepared in the same manner as the example 1, and this was then impregnated into a TRK510. The impregnation temperature was set to 50° C. When the resin impregnation ratio of the thus obtained prepreg was measured, the result was 60%, thus confirming the prepreg as conforming to the present invention. Using this prepreg, a molded product of the shape shown in FIG. 3 was molded. A wooden female mold was used as the molding die. An 8-ply laminate was formed using an alignment pattern of [0° / 45° / 90° / −45° / −45° / 90° / 45° / 0°], with the release sheet side of the prepreg facing the tool surface, and subsequently prepregs arranged so that the release sheet side faced the opposite side of the previous layer. The operation of laminating the prepregs presented absolutely no problems.
[0148] Under the molding conditions used, the temperature was raised ...
example 5
[0150] Using the resin used in the example 1, and using a non-crimped fabric Quadraxial-Carbon-Gelege (+45°: Carbon 267 g / m2, 0°: Carbon 268 g / m2, −45°: Carbon 267 g / m2, 90°: Carbon 268 g / m2, stitching: PES 6 g·m2, weight 1076 g / m2) manufactured by Saertex Co., Ltd. as a sheet-like reinforcing fiber substrate, a prepreg was prepared in the same manner as the example 1. However, the resin weighting was 717 g / m2. When the resin impregnation ratio was measured, the result was 75%, thus confirming the prepreg as conforming to the present invention. A 2-ply laminate was prepared with the prepreg surfaces facing in the same direction, and a FRP was then molded. The molding was conducted under the same molding conditions as the example 1. The thus obtained molded product displayed no internal voids and no surface pinholes.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Temperature | aaaaa | aaaaa |
| Temperature | aaaaa | aaaaa |
| Temperature | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More