

Technology for spraying corrosion resistant coating on dry screw compressor rotor
A technology of dry screw compressors and spraying anti-corrosion coating, which is applied in the direction of mechanical equipment, machines/engines, rotary piston pumps, etc. It can solve problems such as uneven thickness, poor coating quality, and weak adhesion, and achieve coating The effect of uniform layer thickness, reasonable meshing gap and excellent adhesion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
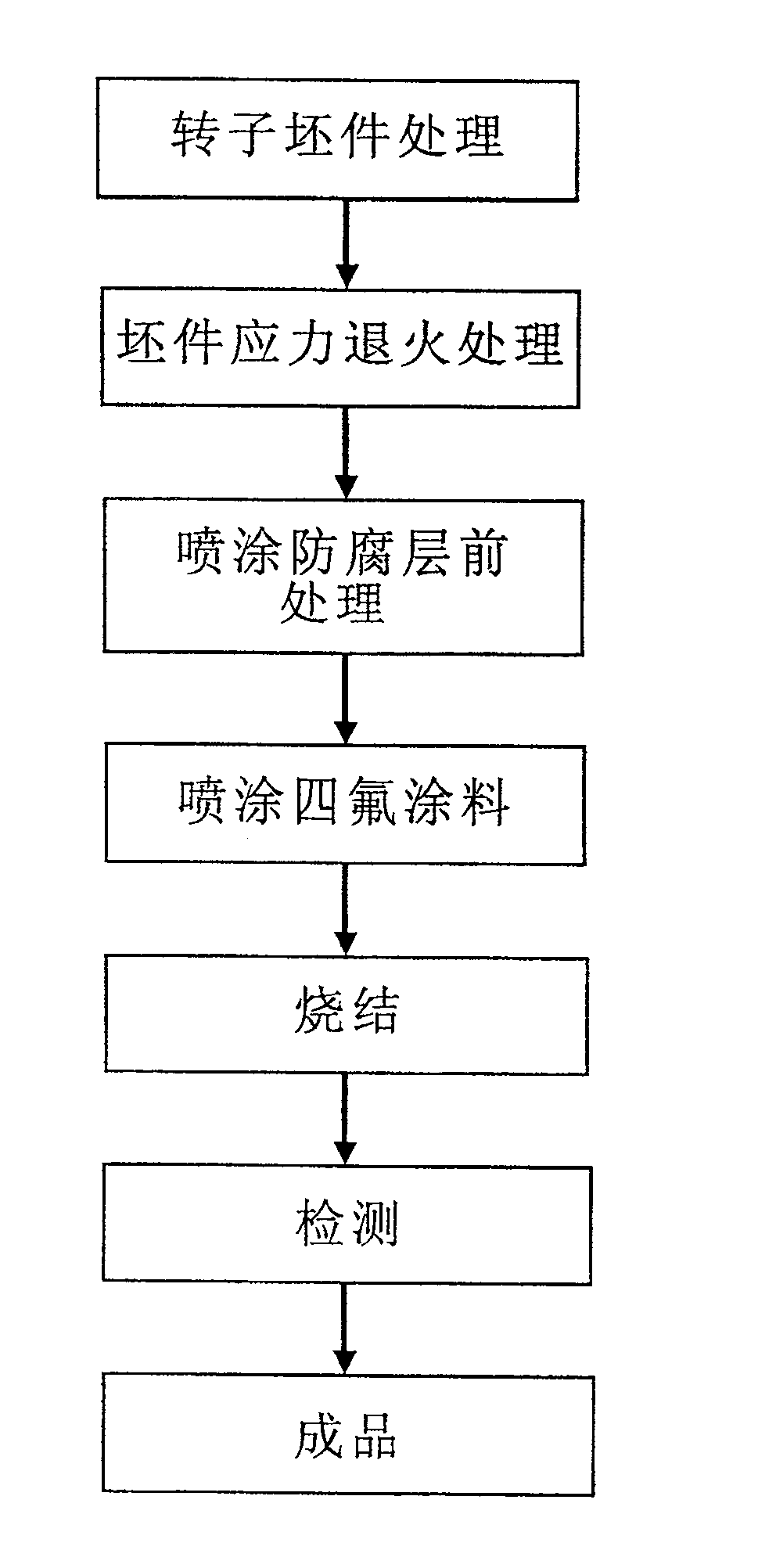
[0033] 1. The material of the rotor body is forged steel 35#, and the pretreatment is carried out first:
[0034] The first condition for the coating not to be damaged is to pre-treat the base material to be sprayed.
[0035] (1) Cut the rotor matrix material into the required rotor blank when calculating the profile of the rotor tool. The spiral surface of the rotor blank should reserve a coating value, and the coating value is: 0.02mm;
[0036] (2) After the rotor blank is processed, the test run is carried out, and the feasible meshing clearance of the rotor profile is tested; 0.28mm;
[0037] (3) The rotor blank is forged from the blank, and after rough machining, it must be treated with stress relief annealing, so as to avoid peeling off of the coating due to stress release due to temperature rise during sintering.
[0038] 2. Stress relief annealing heat treatment of rotor blank:
[0039] (1) Put the rotor blank into the furnace below 220°C;
[0040] (2) Afterwards, h...
Embodiment 2
[0058] 1. Pretreatment of the rotor matrix material:
[0059] The coating value is: 0.03mm; the meshing gap of the rotor profile is; 0.3mm;
[0060] 2. Stress relief annealing heat treatment of rotor blank:
[0061] (1) Put the rotor blank into the furnace below 220°C;
[0062](2) Afterwards, heat up to 600°C at a rate below 80°C / hour;
[0063] (3), when the temperature is: 580 ℃, heat preservation for 3 hours;
[0064] (4) Cool in the furnace to below 300°C;
[0065] (5) When the temperature in the furnace reaches below 300°C, take out the rotor blank from the furnace;
[0066] (6), then placed in the atmosphere to cool.
[0067] 3. Pre-treatment of spraying anti-corrosion layer:
[0068] (1) The surface of the rotor blank to be sprayed is cleaned with acetone or trichlorethylene;
[0069] (2) Sinter in an electric furnace after cleaning, and sinter at a temperature of 300°C for 3 hours;
[0070] (3) After sintering and cooling, the rotor blank is subjected to sandbla...
Embodiment 3
[0080] Using the process steps and process conditions in Embodiment 1 and Embodiment 2, the rotor coated with an anti-corrosion layer can also obtain the above effects. The thickness of the rotor spiral surface coating is 0.03mm, and it only needs to be sprayed once to reach the desired thickness, and then dried; the thickness of the rotor spiral end surface coating is 0.06mm, and the thickness of the outer circle coating of the rotor shaft seal is: 0.06mm (thickness above 0.03mm); therefore, when using a spray gun to spray the rotor helical end face and the outer circle of the rotor shaft seal, it must be sprayed more than two times, and pre-drying treatment should be carried out every time it is sprayed.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More