

Polyetheretherketone steel bar and preparation method and uses thereof
A technology of polyether ether ketone and polyetherether ketone resin, which is applied in the field of rod-shaped special high-temperature-resistant thermoplastic engineering plastics and its preparation, can solve the problems of high melt viscosity, slow crystallization speed, and difficult processing, and overcome noise big effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
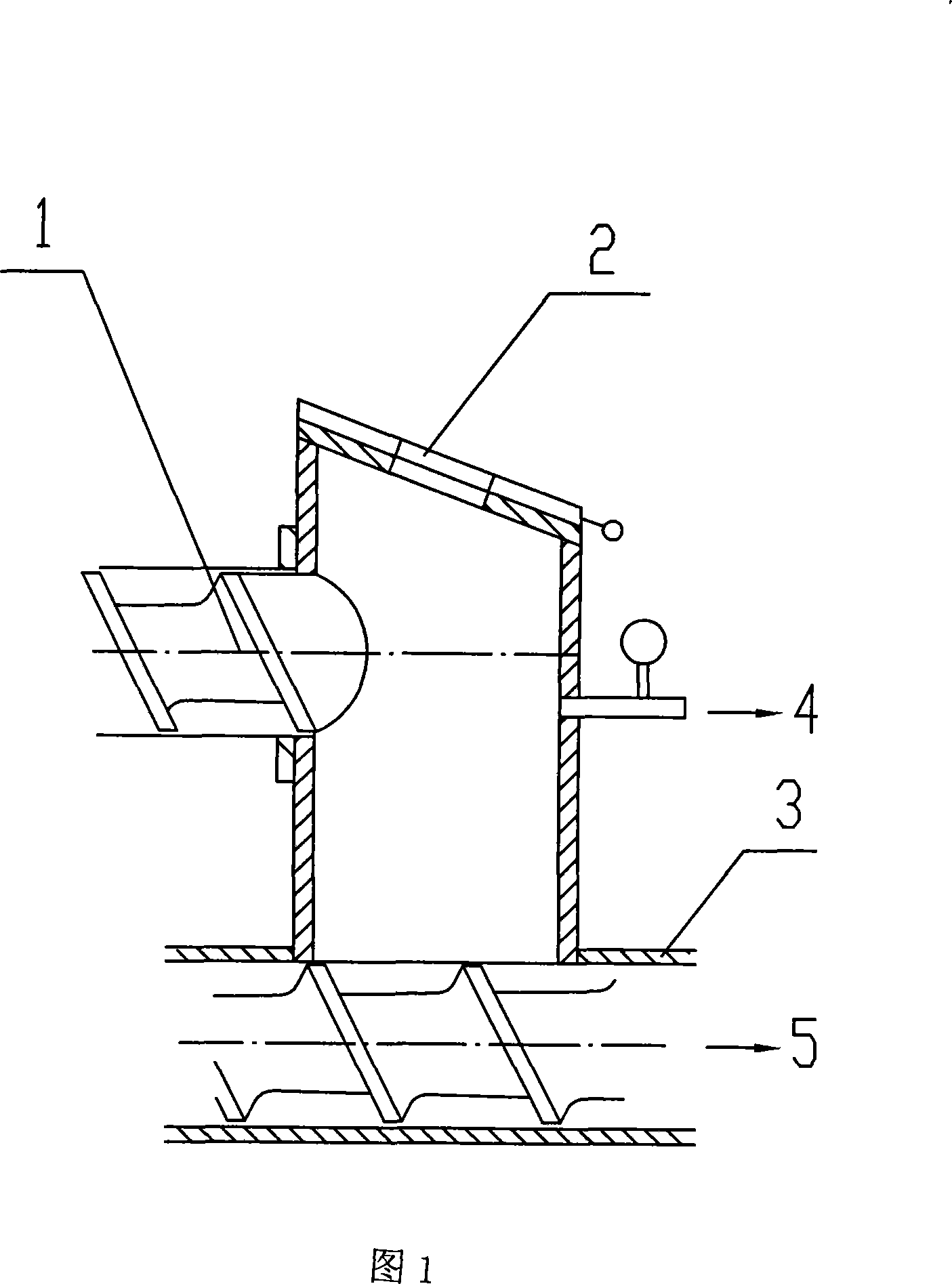
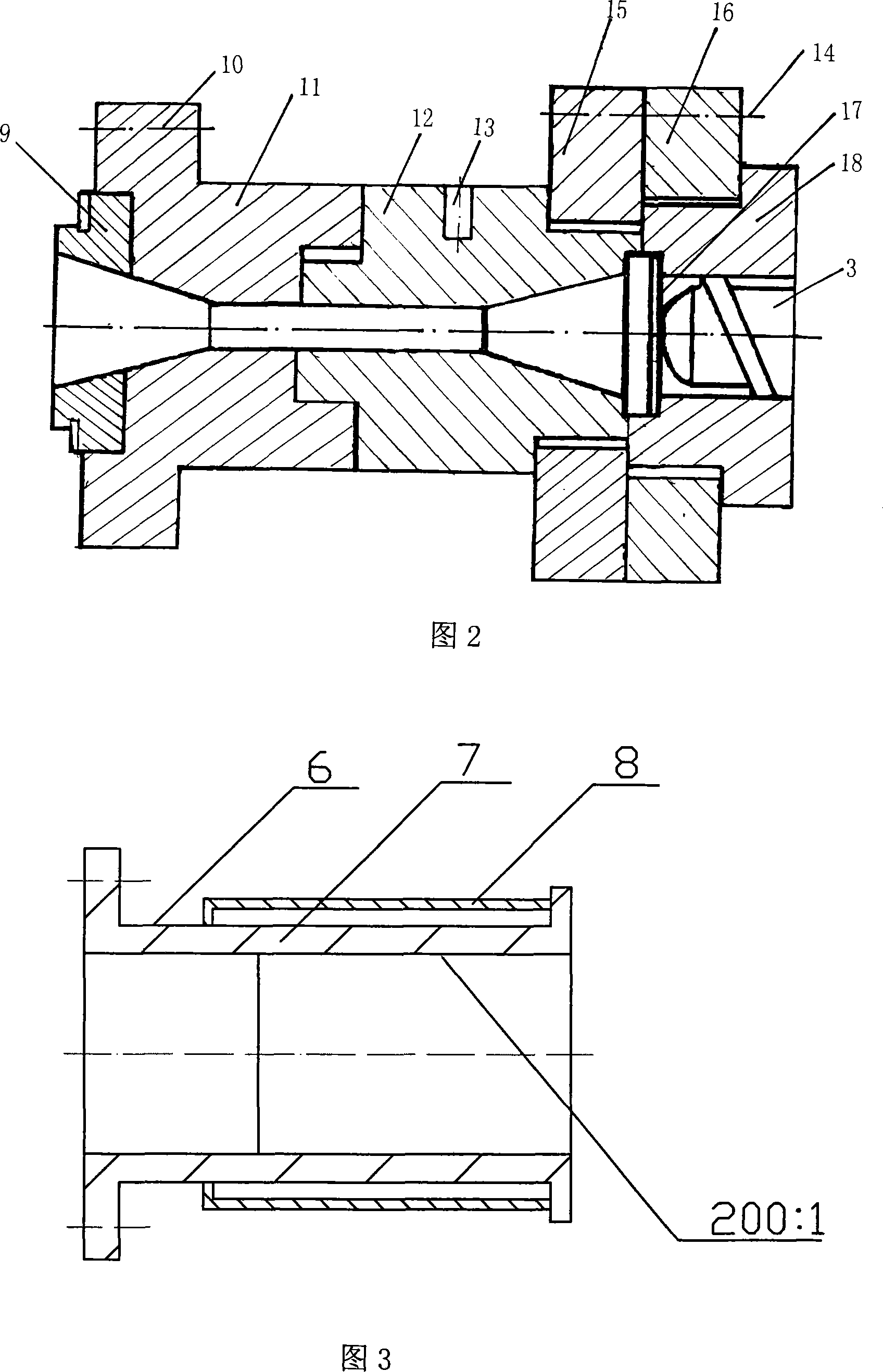
[0039]First will get PEEK resin 2940g, lubricant graphite 60g, nucleating agent-kaolin 3g and filler silicon carbide whisker 3g join in the two-stage vacuum exhaust single-screw extruder (as shown in Figure 1), control described The extrusion temperature of the double-stage vacuum-exhausted single-screw extruder is 350-380°C, so that they are first plasticized in the upper-stage screw to obtain molten materials. After vacuum exhaust, they are sent to the lower-stage screw. Extrude through the extruder head (see Figure 2) under a working pressure of 8 Pa, and then undergo final shaping, cooling, and solidification (as shown in Figure 3) to obtain polyether ether ketone rods with a diameter of 20-80 mm. The bar can be used to make engine inner covers, automotive bearings, gaskets, seals, clutches, gear ring parts, pump bodies or valve parts.
Embodiment 2
[0041] First will get PEEK resin 2025g, lubricant molybdenum disulfide 60g, nucleating agent silicon dioxide 15g, filler glass fiber 900g join in the two-stage vacuum exhaust single-screw extruder (as shown in Figure 1), control described The extrusion temperature of the double-stage vacuum exhaust single-screw extruder is 350-380°C, so that they are first plasticized in the upper-stage screw to obtain molten materials, and then sent to the lower-stage screw after vacuum exhaust. Extrude through the extruder head (as shown in Figure 2) under a working pressure of 9 Pa, and then finalize, cool and solidify (as shown in Figure 3) to obtain polyether ether ketone rods with a diameter of 20-80 mm. The bar can be used to make engine inner covers, automotive bearings, gaskets, seals, clutches, gear ring parts, pump bodies or valve parts.
Embodiment 3
[0043] First will get PEEK resin 1725g, lubricant graphite 60g, nucleating agent kaolin 15g, filler carbon fiber 1200g, join in the two-stage vacuum exhaust single-screw extruder (as shown in Figure 1), control described two-stage vacuum The extrusion temperature of the vented single-screw extruder is 350-380°C, so that they are firstly plasticized in the upper-stage screw to obtain molten materials. After being vacuum-exhausted, they are sent to the lower-stage screw. After being extruded through the extrusion head (as shown in Figure 2), it is finally shaped, cooled and solidified (as shown in Figure 3) to obtain a polyether ether ketone rod with a diameter of 20-80 mm. The bar can be used to make engine inner covers, automotive bearings, gaskets, seals, clutches, gear ring parts, pump bodies or valve parts.
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More