Dewaxing and sintering integrated technique for large product of hard alloy
A technology for cemented carbide and large products, which is applied in the field of preparing large cemented carbide products through the integrated process of dewaxing and sintering, which can solve the problems of insufficient control precision of the carbon content of the product, and achieve dewaxing efficiency, high control precision, and improved The effect on product quality and production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
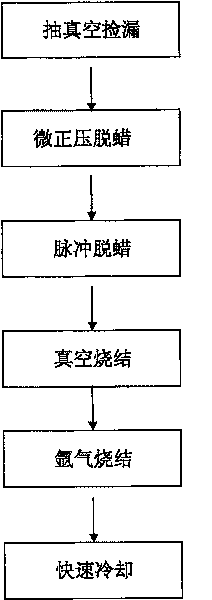
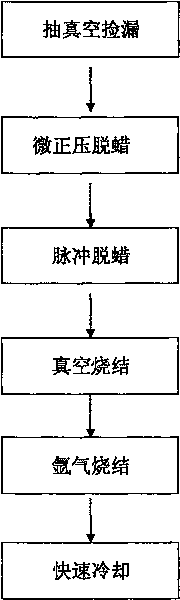
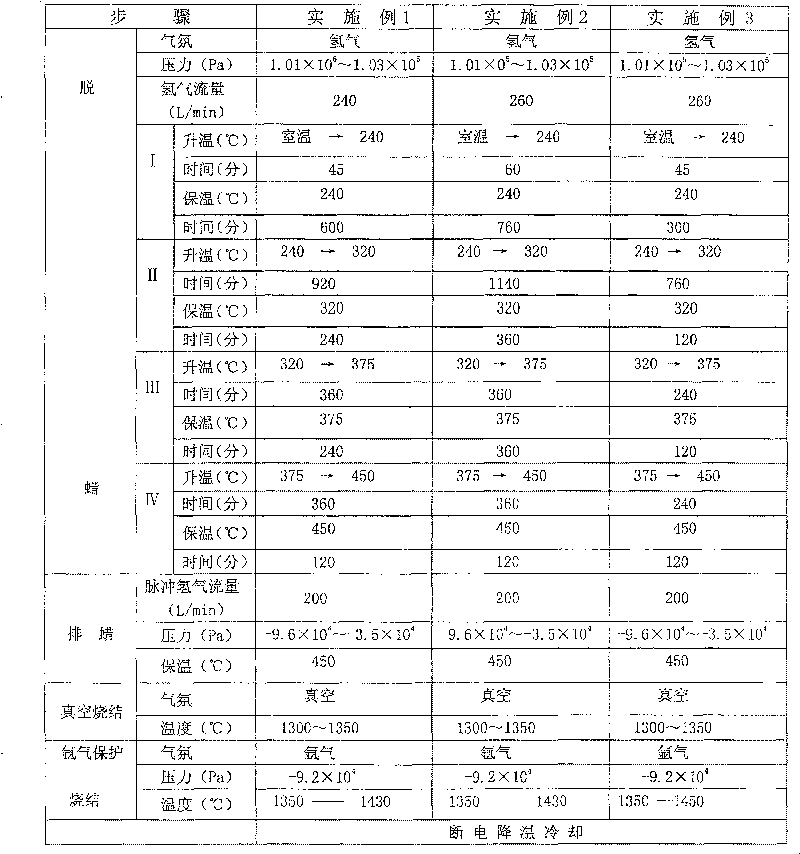
[0014] Embodiment 1 is to prepare φ 130mm cemented carbide top hammer, embodiment 2 is to prepare φ 160mm cemented carbide top hammer, and embodiment 3 is to prepare φ 216 (outer diameter), φ 160 (inner diameter), 72 (height) mm cemented carbide roll . The same process steps and process conditions adopted by the three embodiments are as follows, and the different process control parameters adopted by the three embodiments are shown in Table 1.
[0015] Since the dewaxing and sintering integrated process of the present invention adopts a hydrogen positive pressure atmosphere during the dewaxing process, in order to ensure safety, the furnace and the dewaxing pipeline are evacuated in advance, and leak detection is performed by a pressure rise method. After passing the leak detection, first fill the furnace with argon, and then replace the argon in the furnace with hydrogen. The hydrogen used is preferably hydrogen with a dew point ≥ -45°C, and the hydrogen pressure in the furna...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com