

High magnetic induction grain-oriented silicon steel and production method thereof
A technology of high magnetic induction orientation and production method, applied in rolling mill control devices, metal rolling, manufacturing tools, etc., can solve the problems of low utilization rate, high heating temperature, large burning loss, etc., to promote perfection and improve product magnetic properties Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0052] A 500kg vacuum furnace was used to make steel, and the chemical composition of the slab formed by casting is shown in Table 1. The cast slab was heated to 1200°C and held for 2 hours for hot rolling. The final rolling temperature was 1000°C. After rolling, it was cooled by laminar flow and slowly cooled to 710°C for coiling to form a strip steel with a thickness of 2.5mm. The above steel strips are pickled and then cold rolled to 0.30mm, followed by decarburization annealing: 850°C, 140s decarburization annealing; finally MgO coating, and high temperature annealing at 1200°C for 25h. The magnetic properties were measured and the results are also listed in Table 1.
[0053] Table 1 Chemical composition and corresponding magnetic value
[0054]
Embodiment 2
[0056] Using a 500kg vacuum furnace to make steel, the chemical composition (Wt%) of casting slabs is C=0.081, Si=3.8, Als=0.012, N=0.008, Mn=0.05, Sn=0.35, Cu=0.13, P=0.01 , S=0.0020. Heat the slab of this component to 1200°C and keep it warm for 120 minutes, and then perform the following operations respectively:
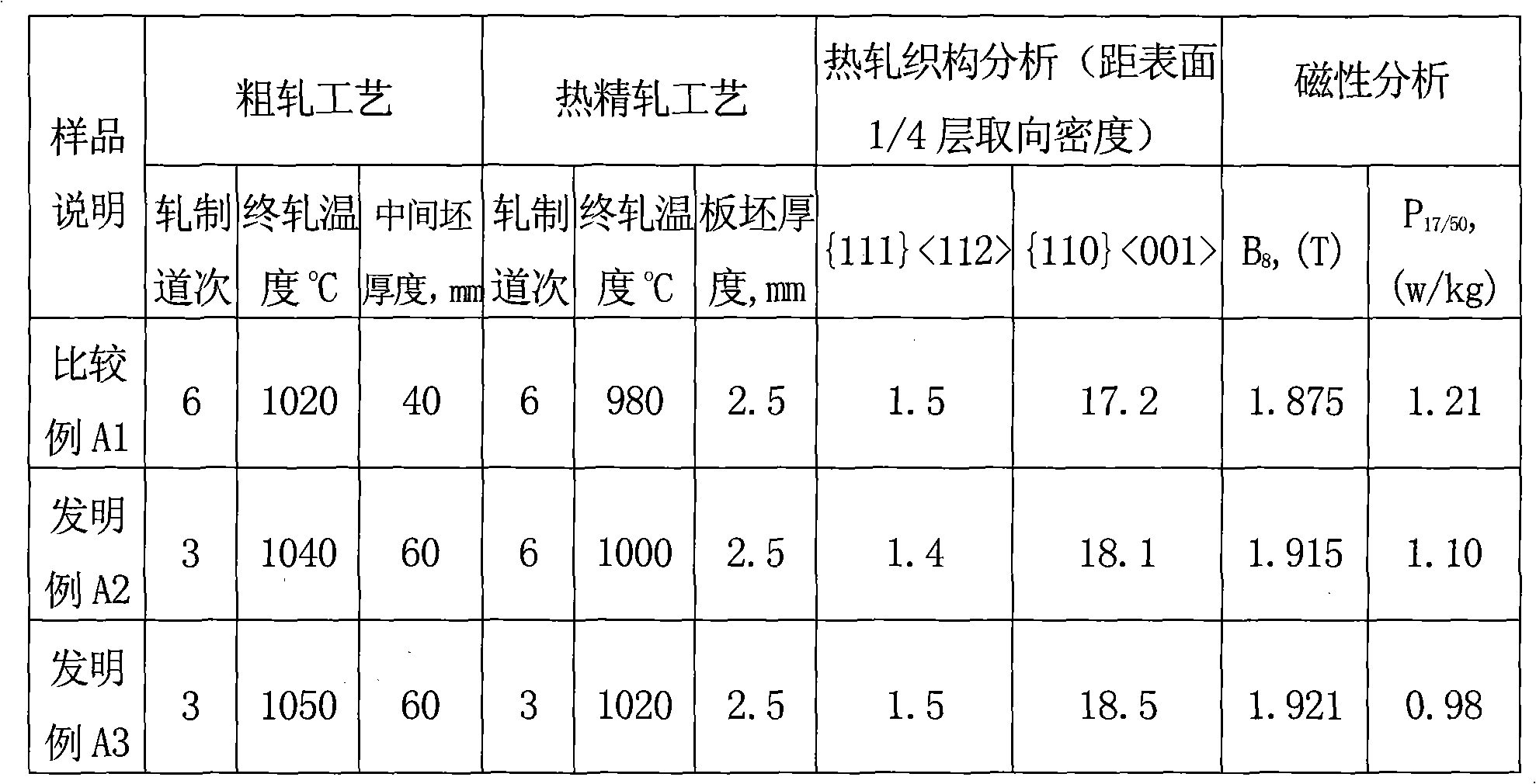
Embodiment 3
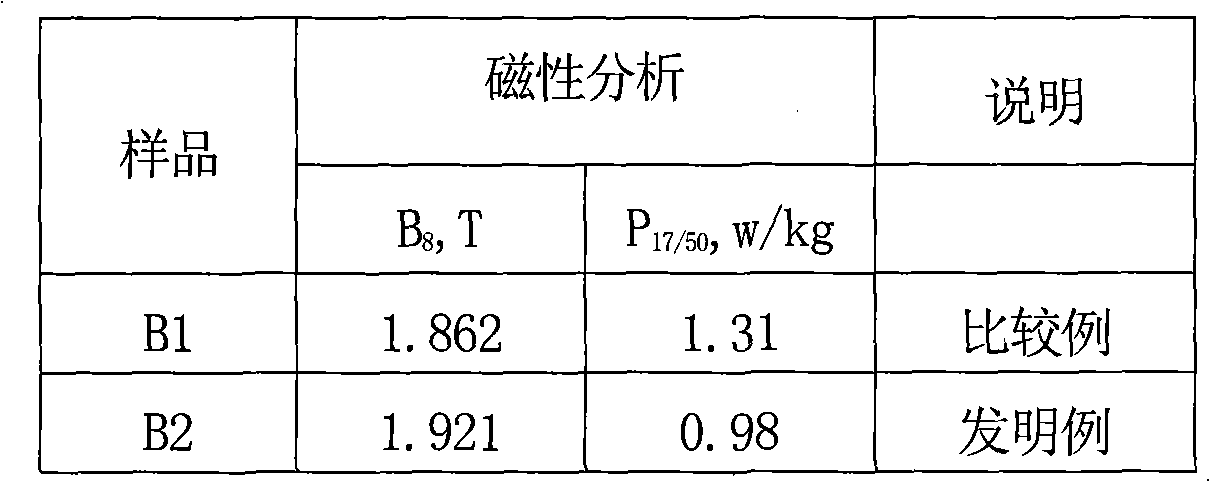
[0064] With 500kg vacuum furnace steelmaking, the chemical composition (Wt%) of casting billet is C=0.081, Si=3.8, Als=0.012, N=0.008, Mn=0.05, Sn=0.35, Cu=0.13, P= 0.01, S=0.0020. For this composition, the slab was heated to 1200°C and held for 120 minutes. The thickness of the three-pass rough rolling varies by 70mm, and the final temperature of the rough rolling is 1050°C. The 3-pass hot finish rolling process is rolled to 2.5mm, and the final hot rolling temperature is 1020°C. Then proceed as follows:
[0065] B1: Directly spray water to cool down to below 500℃ for coiling;
[0066] B2: Spray water to cool to 850°C, then slowly cool to 700°C for coiling.
[0067] Then carry out the following process until the final product: cold rolling to 0.30mm; 850°C, 140s decarburization annealing; finally MgO coating, and high temperature annealing at 1200°C for 25h, the results are shown in Table 3.
[0068] Table 3 Hot rolling coiling process results
[0069]
[0070] Usuall...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More