

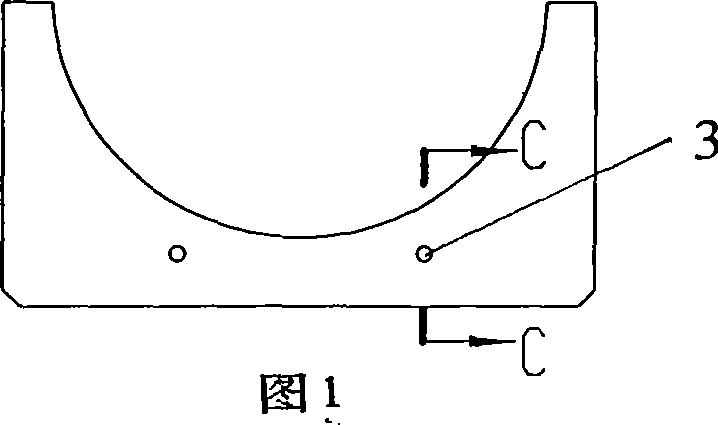
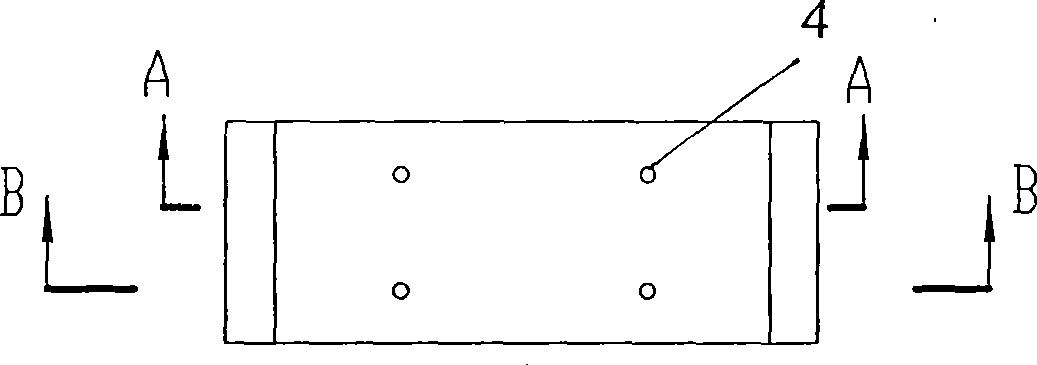
Integral composite material self-lubricating plain bearing and method for the production thereof
A technology of composite materials and sliding bearings, which is applied in the direction of bearing cooling, manufacturing tools, bearing components, etc., can solve the problems of bearing bush fracture or falling off, lack of self-lubrication of bearings, and short service life, so as to improve bearing capacity and accurate bearing size , enhance the effect of wear resistance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0028] 1) Take each component by weight % as follows:
[0029] Glass fiber (thickness 0.1mm grid cloth and long fiber each 1 / 2) 65
[0030] Carbon fiber (thickness 0.4mm fiber unidirectional cloth) 3
[0031] Lubricant (molybdenum disulfide, graphite 1 / 2 each) 2
[0032] Thermosetting resin (epoxy resin: phenolic resin = 2:1) 30
[0033] 2) Preparation of fiber resin impregnation:
[0034] a) First, mix ethanol and toluene in a ratio of 1:2 by volume to prepare a solvent, then dissolve the epoxy resin, phenolic resin mixture and solvent in a ratio of 10:3 by weight, add a lubricant, and prepare Form a resin impregnating solution, then impregnate glass fibers and carbon fibers in the resin impregnating solution respectively, and finally dry at a temperature range of 120°C to 180°C to 120°C for 30 minutes to obtain a fiber resin impregnated product.
[0035] 3) Bearing molding:
[0036] a) First, the resin impregnated product obtained in step 2) is cut according to the dire...
Embodiment 2
[0040] 1) Take each component by weight % as follows:
[0041] Glass fiber (thickness 0.4mm grid cloth) 45
[0042] Carbon fiber (1 / 2 each of long fiber and 0.1mm thick unidirectional cloth) 10
[0043] Lubricants (1 / 2 each of molybdenum disulfide and zinc stearate) 10
[0044] Thermosetting resin (diaminodiphenyl sulfone modified epoxy resin) 35
[0045] 2) Preparation of fiber resin impregnation:
[0046] a) First, mix the resin and toluene at a ratio of 10:1 by volume, and add a lubricant at the same time to prepare a resin impregnating solution, then impregnate glass fibers and carbon fibers in the resin impregnating solution, and finally, at 120 ° C ~ Dry at a temperature range of 180° C. to 120° C. for 20 minutes to obtain a fiber resin impregnated product.
[0047] 3) Bearing molding:
[0048] a) First, cut the resin impregnated product obtained in step 2) according to the directional arrangement of the fibers to make a sheet consistent with the cavity of the mold,...
Embodiment 3
[0052] 1) Take each component by weight % as follows:
[0053] Glass fiber (thickness 0.1mm grid cloth) 45
[0054]Carbon fiber (thickness 0.4mm fiber unidirectional cloth) 3
[0055] Lubricant (molybdenum disulfide) 7
[0056] Thermosetting resin (isophthalic unsaturated polyester resin) 45
[0057] 2) Fiber resin impregnation and preparation:
[0058] b) Respectively impregnating glass fiber and carbon fiber in isophthalic unsaturated polyester resin to obtain a fiber resin impregnated product.
[0059] 3) Bearing molding:
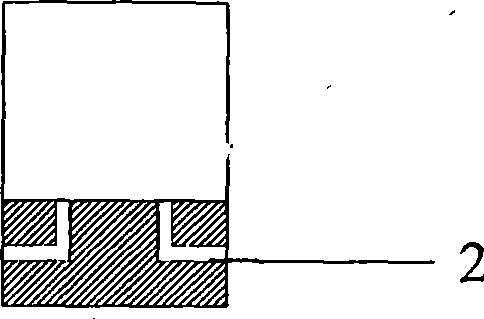
[0060] a) First, the resin impregnated product obtained in step 2) is cut according to the directional arrangement of the fibers to make a sheet consistent with the mold cavity, and then the sheet is laminated into a glass fiber laminate with a thickness of 4mm and a thickness of 2mm carbon fiber composite.
[0061] b) Put the laminated fiber into the mold in the direction perpendicular to the axis of the bearing shaft, press for 6 hours at a tempe...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More